

EVALED - Evaporator - Veolia Water Technologies Italia Spa
- Home
- Companies
- EVALED - Evaporator - Veolia Water ...
- Articles
- Candy production - Case Study
Candy production - Case Study
Feb. 29, 2024
THE CLIENT
A major player in the confectionery industry, a leading multinational in the candy and chocolate snack fields, with an 80-year history and a wide range of iconic products sold in over 170 countries.
Most popular related searches
evaporator system
water recovery
waste generation
process water recovery
waste disposal
process water
waste production
THE CLIENT`S REQUEST
The Client aims to reduce the costs the company faces on a regular basis to dispose of waste generated by the production process of one of their most popular products at two plants, one in Europe and one in North America. The recovery of raw material (consisting mainly of sugar) would be an added value.
THE SOLUTION
PLANT IN EUROPE
- Evaporation technology: 2x RV F 15 + 1x RV F 25 (Repeat orders in 2006, 2013 and 2021)
Construction material: AISI 316
Overall dimensions on the ground: 2 x 10.5 sqm + 1x 12 sqm
ANALYSIS OF MAIN PARAMETERS
The client had specifically requested the achievement of at least 25 per cent total solids at 105 °C in the concentrate: target achieved.

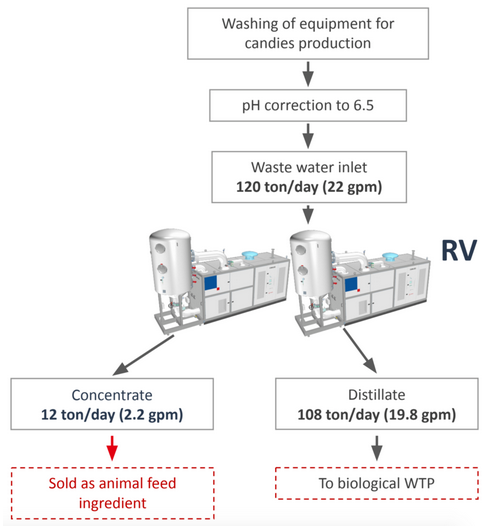
RESULTS
- Water recovery: ?90%
- Concentration factor: ?10 times
- a distillate complying with local regulations for direct discharge;
- a concentrate, consisting mainly of sugar, to be sold as an ingredient for feed production.
- Return on investment: < 1 year




