

- Home
- Companies
- Mantec Technical Ceramics Ltd
- Articles
- Microbial control of botanical extracts ...
Microbial control of botanical extracts - Case Study
William Ransom Ltd has utilised Star-Sep™ Ceramic Crossflow Microfiltration as a key part of the process in the production of botanical extracts.
An overview of William Ransom Ltd
The company was founded over 160 years ago in 1846 in Hitchin, Hertfordshire by William Ransom. William was a Quaker philanthropist and most importantly for us, a botanist. A contemporary of Charles Darwin, was a highly influential figure in early research into the analysis of botanicals.
For four generations the Ransom family kept alive that passion and ran the company until 2008 when the baton was passed to a new management to take it forward, with members of the family maintaining a close interest. Using skills, knowledge, and close working partnerships with growers around the world the company is evolving from a simple pharmaceutical and extract manufacturer into a company leading the development of natural consumer healthcare products.
Natural Products Division
The Natural Products Division carries on the mantle of extracting and manufacturing efficacious extracts from botanicals from across the world. These extracts are used in a widely diverse product range from pharmaceutical actives in human medicinal formulations to food flavours to animal healthcare products.
The control of micro-organisms in the finished products is of critical importance across the whole range but, particularly the Strong Infusions. This range of products is direct extraction of herbs and botanicals, used as flavours predominantly in drink formulations, and as such the criteria for microbial control is well defined with low limits.
The Star-Sep™ Ceramic Crossflow Microfiltration unit from Mantec Technical Ceramics Ltd is a key piece of equipment used in maintaining that microbial control with typical microbial assays of
Ransom’s Crossflow Microfiltration System incorporating Mantec’s Star-Sep™ Ceramic Membranes

Specific applications for the filter in the food flavour category are extracts of Elderflower, Guarana, Ginseng (Korean and Siberian), Green Tea, Ginkgo, Passiflora, etc. These extracts can be either alcoholic or aqueous.
Where other methods of microbial control are either not suitable or not effective, the same filtration method is also used on Active Pharmaceutical Ingredients (APIs) to ensure compliance with BP/EP requirements. Typical examples of APIs processed in this way would be Squill Liquid Extract BP, Ipecacuanha Liquid Extract BP, EFM Senega Liquid Extract, etc.
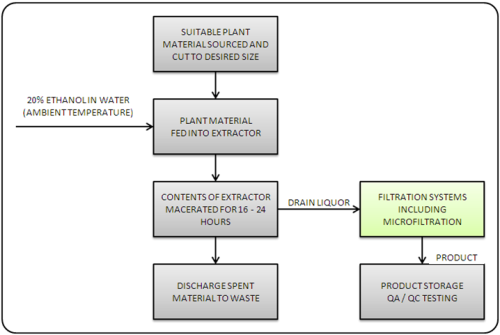
The Process
The process involves the maceration of the plant material in an extractor using ethanol and water. The resultant liquor is passed through a pre-filter, and then through the Crossflow Microfiltration System, incorporating the Star-Sep™ Ceramic Membranes.
Please refer to the diagram below:
The Principle of Crossflow Microfiltration
The principle of crossflow filtration can be seen from the diagram below. The product to be filtered is passed over a porous surface. As a result of a differential pressure, some of the liquid passes through the membrane and is collected as permeate (or filtrate). The remainder of the liquid flows through the channels of the element, back into the retentate tank and is recycled through the system.
The System
Once the extraction and pre-filtration processes have taken place, the product is fed into a feed tank, from where it is recirculated through the Crossflow Microfiltration System with 50% returning to the feed tank and 50% recirculating through a heat exchanger.
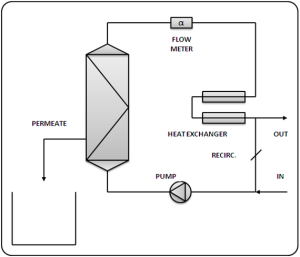
By virtue of a trans-membrane pressure (TMP) across the Star-Sep™ Ceramic Elements, some of the liquid is passed through the membrane and is collected as permeate in a second tank. Having been passed through the Crossflow Microfiltration System, the permeate meets the required standard of
The Star-Sep™ Element
The system incorporates a stainless steel housing with 19 x Star-Sep™ Ceramic Elements, each element 600mm long x 20mm Dia, having 7 x star channels.

The Star-Sep™ membrane filter has been specifically developed for efficient Crossflow Microfiltration. The filter channel’s unique ‘star’ form increases the filtration area and induces turbulence at lower crossflow velocities.
Not only does this lower the volume compared with a circular channel of the same diameter, but also results in a reduction of the pumping energy requirement. The cost effectiveness of the process is therefore substantially improved.