Plugged Chutes Design and Monitor
Temperatures Drop. Moisture Rises. Chutes Plug.
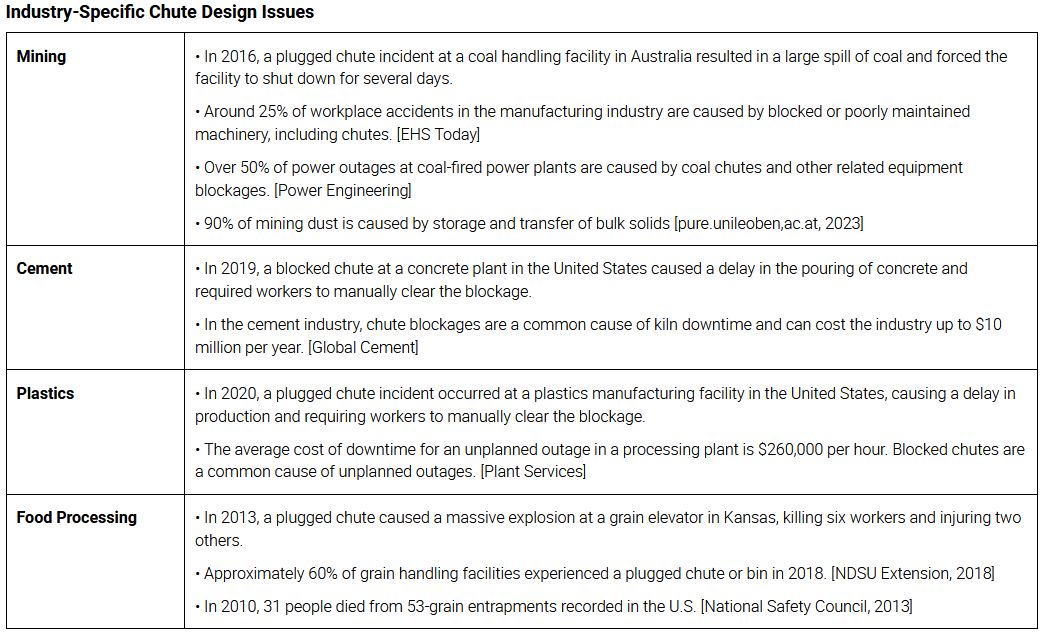
According to Sukup Manufacturing, a plugged bin or chute costs one facility $50,000 a day in lost production and labor. In mining, blocked chutes are responsible for about 60% of conveyor-related accidents, per the Australian Mine Safety Journal.
Cost is a factor for designing a bulk material handling system to accommodate different materials, according to Rich Tavis, BinMaster Representative, Southeast Region.
“I work with a company that purchased an agricultural facility to use it for minerals processing,” Tavis said. “They didn`t want to invest in new silos, conveyors, and chutes, so they adapted and utilized sensors to monitor bulk material flow.”
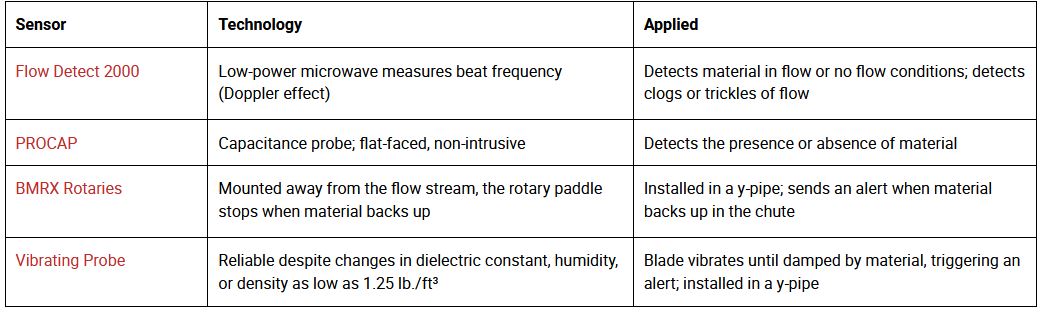
High-tech sensors indicate flow and no-flow material conditions to alert operators before, or shortly after, a plug occurs.
Expert Shares Years of Sensor Experience
Everything varies: silo height, material density, and conveyor size and speed. The best way to configure sensors and software for chutes is to lean on experience.
Tavis, for example, has configured systems for more than 20 years.
“Cement plants often use kilns that have massive `walking floors,` which are basically metal belts that carry fuel through a long tunnel that looks like the `flames of hell.` Cool to see, but I wouldn’t want to visit,” Tavis said. ”They burn wood, tires, and other waste materials as fuel. It’s an environmentally friendly way to avoid more landfill.”
Tavis said sensors helped monitor a chute that carried ash to the end of the process. Un-burnt chunks could cause problems and plug the chute at the end of the belt.
The Science of Chutes
Engineered material flow is an intentional plan of how materials will move through a process. It requires an understanding of every moment bulk material moves through a facility. Studying the science of chutes can prevent problems.
Looking at bulk material through the lens of engineered flow, an operation can see benefits like reduced dust, plugging, buildup, and load impact. Degradation of materials also lessens as load control is improved [bulk-online.com, n.d.].
The key is speed, the direction of flow, and material characteristics. As chutes are designed, consideration should be paid to the way material steers through changing surfaces, as well as the material’s friction values. Thought should be given to materials that are hygroscopic. The goal in most materials is “fluid-like” flow versus clumps bouncing off each other like billiard balls [hubspot.net, 2023]. Tweaking surfaces can help minimize dust and relieve a center load.
Chutes should also account for capacity, conveying distance, product distribution, and abrasion resistance of chute materials (ckit.co.za, 2023).
Another factor is the continuity of flow, which can be measured with a relatively inexpensive test of friction coefficients and adhesion. Friction between the material and the chute is not constant. It increases with reduced depth of flow in the chute and other changes in moisture.
Causes of Chute Plugs
- Moisture: Moisture causes sidewall buildup. [Agrawal & Kazi, 2019]
- Compaction: Can happen due to vibration or from sitting in a hopper. For example, minerals sitting in a hopper overnight may not flow the next morning when a slide gate or airlock is opened due to settling.
- Particle Shape/Size: Particle size or shape always affects the material flow.
- Interlocking Material: Particles interlock; seen in wood chips and fiberglass fibers. For example, a sawdust bin in a mill gets an influx of “hog fuel” (bark chunks) or planer shavings (long strips of wood from a planer). These materials interlock and bridge in a hopper or chute.
- Upstream/Downstream Equipment: Equipment failure. For example, an airline to a pneumatic slide gate springs a leak and fails to close, starving feed to a furnace.
- Makeup of Material: Abrasive or heavy material causes sensors to quickly wear or bend.
- Material Buildup: Over time, material accumulates and builds up in chutes, reducing the effective cross-sectional area of the chute and causing blockages. [McCarthy, 2019]
- Foreign Objects Foreign objects such as rocks or tools can enter the chute and become lodged, causing a blockage. [Kramer & Walters, 2015]
- Equipment Failure: Equipment such as valves, feeders, or screens malfunction and cause material to block the chute. [Schmidt, 2017]
- Chute Design: Incorrect angles or dimensions cause material to flow unevenly and result in blockages. [Tylczak et al., 2018] For example, a hopper-bottom silo designed for plastic pellets gets sold to a bakery. The hopper bottom isn’t steep enough for flour or sugar, so they deal with constant flow issues.
Common Chute Design Problems
- Traditionally designed with box shape to avoid fabrication expense
- Designed based on the angle of repose and are prone to blockage
- Flow and downward energy of material causes wear on metal walls
- Material moves, causing extra dust
- Two conveyors running simultaneously cause material velocity to increase and belts to become overloaded
- Plugged or blocked chutes create spillage when a belt restarts
- A conveyor system should be designed to handle when a system shuts down; under normal stops, chutes should not plug