

- Home
- Companies
- Amarinth Ltd.
- Products
Amarinth Ltd. products
Process Pumps - Horizontal Pumps - API 610 - Horizontal Centrifugal Process Pumps
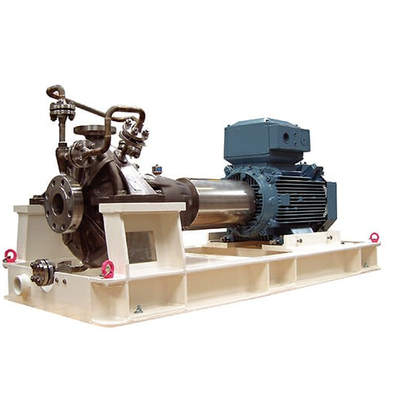
Amarinth - Model API 610 OH2 - Horizontal Centrifugal Process Pump
API 610 OH2 12th edition Process Pump for the Oil & Gas Industry. Amarinth API 610 12th edition Process Pump A Series petrochemical process pumps are designed and manufactured for a number of applications including LPG, fuel transfer, produced water and export duties. The pumps are typically found in the oil & gas production and refinery industries, though they can be used for other applications such as seawater and condensate duties. A Series pumps are designed for low NPSH applications and all have independently verified, full ATEX pump compliance.

Amarinth - Model API 610 OH1 - Horizontal Centrifugal Process Pump
Amarinth OH1 B Series pumps are designed where applicable to API 610 12th edition specifications for the Petrochemical, Chemical and Oil & Gas markets and are fully ATEX compliant. All API materials are available to match your application, plus bespoke options including NACE compliant materials. Standard Documentation, Testing and NDT packs are offered. Alternatively bespoke packages can be tailored to fit your exact requirements.
Process Pumps - Horizontal Pumps - ISO 5199 - Horizontal Centrifugal Process Pumps

Amarinth - Model ISO 5199 Type 1 & 2-C Series - Horizontal Chemical Process Pumps
Amarinth ISO 5199:2000 C Series chemical process pumps are designed and manufactured for a number of applications including chemical processing, caustic transfer, condensate extraction and produced water duties. The pumps are typically found in the chemical and pharmaceutical industries, though they can be easily modified for petrochemical applications such as fuel transfer. C Series pumps are designed for low NPSH applications and all have independently verified, full ATEX compliance.
Pump Packages, Skids & Modules

Amarinth - Model API 610 - Skid Packages Pump
Amarinth designs and manufactures complete pump skid packages with API 610 pumps and associated API equipment for the offshore and onshore Oil & Gas market. They are used in harshest environments around the world for the most demanding process applications, including water filtration, separation, produced water treatment, de-sanding, glycol dehydration and amine gas treating.

Amarinth - Model ISO 5199 - Skid Packages Pump
Amarinth designs and manufactures complete pump skid packages with ISO 5199 pumps and associated equipment. They are used for many different industrial and process requirements, including fresh and sea water filtration, fluid separation and treatment, reverse osmosis, effluent and sewage processing, cooling duties, product and chemical transfer and drain duties.
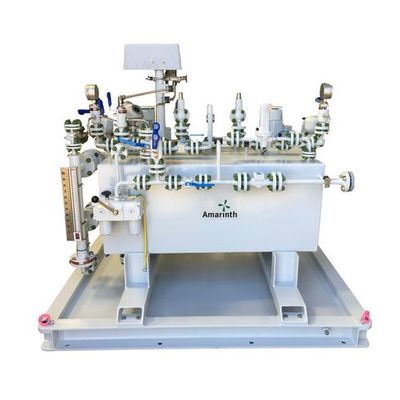
Amarinth - Model API 675 - Chemical Injection Skids Pump
Amarinth designs and manufactures complete chemical injection skids with API 610 pumps and associated API equipment for the offshore and onshore Oil & Gas market. The chemical injection skids (CIS) are used in the harshest environments around the world for the most demanding applications, including injection of high-pressure water, hypochlorite, methanol, monoethylene glycol, demulsifier, wax inhibitor and foam breaker.
Condensate Recovery Units - Complete Units

Amarinth - Model CI-NERGY - Variable Speed Condensate Recovery Units
Amarinth U Series industrial centrifugal pumps are designed and manufactured for a number of applications including condensate recovery, brewery processing, caustic transfer and water duties. The pumps are typically found in general industrial applications such a building services or breweries & distilling. U Series pumps are designed for low NPSH applications and all have independently verified, full ATEX compliance.

Amarinth - Model III Series - High Volume Condensate Recovery Units
Amarinth Series III Condensate Recovery Units perform a critical role in the overall condensate recovery system, ensuring that the maximum latent energy is retained by returning hot condensate to the boiler quickly for re-use. They are typically used in industrial buildings such as factories and hospitals. Series III Condensate Recovery Units are manufactured in 5 tank sizes and incorporate a control panel and Amarinth low NPSH pumps which help reduce the height of the unit saving space and cost.

Amarinth - Model M - Compact Condensate Recovery Units
Amarinth M Unit Condensate Recovery Units perform a critical role within the overall condensate recovery system, ensuring that the maximum latent energy is retained by returning the condensate to the boiler. They are typically used in industrial buildings such as factories and hospitals. M Unit Condensate Recovery Units are compact and incorporate a control panel and a low NPSH pump to minimise space – both footprint and height.
Condensate Recovery Units - Replacement Pumps

Amarinth - Model U Series - Light Industrial Pumps
Amarinth U Series industrial centrifugal pumps are designed and manufactured for a number of applications including condensate recovery, brewery processing, caustic transfer and water duties. The pumps are typically found in general industrial applications such a building services or breweries & distilling. U Series pumps are designed for low NPSH applications and all have independently verified, full ATEX compliance.