

Dunwell Industrial (Holdings) Limited products

Used Oil Recycling System – VMAT
Dunwell apply Vibrating Membrane technology to recover base oil from used motor oil under low temperature (less than 90 C) and low pressure. Odorless base stock can be recovered and pay back period of investment is less than 18 months. enquiry are more than welcome. VMAT (Vibrating Membrane Advanced Treatment) is the first commercial vibrating membrane system in the world for used oil recycling. With this cutting edge anti-fouling technology and our expertise in engineering and operation, VMAT is proven to be a low cost, low temperature, fast return on investment technology comparing to the traditional use oil recycling systems.
Vibratory Shear Enhanced Processing VSEP
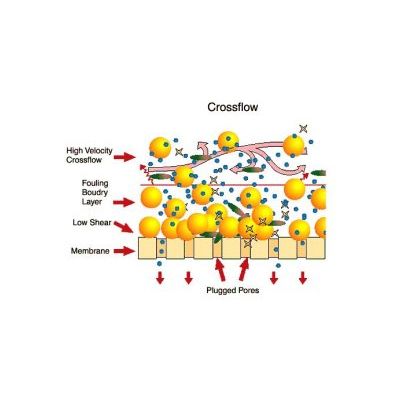
While membrane-based separations of liquids from solids have enjoyed increasing popularity over the last 20 years, the technology has an inherent Achilles heel that affects all membrane devices: fouling. This long-term loss in throughput capacity is due primarily to the formation of a boundary layer that builds up naturally on the membranes surface during the filtration process. In addition to cutting down on the flux performance of the membrane, this boundary or gel layer acts as a secondary membrane reducing the native design selectivity of the membrane in use. This inability to handle the buildup of solids has also limited the use of membranes to low-solids feed streams.

Membrane Bioreactor (MBR) Bio-Toilet
Replacement of secondary clarification tank with membrane allows completely removal of suspended solid & biomass from treated water, ensuring a high quality effluent." Aqua septic tanks in the New Territories and outlying islands of Hong Kong can no longer meet the rising expectation of the public over the standard of public toilet facilities. Where there is no public sewer laid in the vicinity of most public toilets, a sewage treatment plant shall be employed to treat the foul water from the underground cesspool of public toilets via sump pump system.

Membrane Bioreactor (MBR) Wasterwater Treatment Plant
In conventional activated sludge processes, separation of treated water from the sludge is mainly achieved by sedimentation in secondary clarification tank. This requires a considerable amount of space and capital cost, and separation efficiency is low. Using membrane to replace the secondary clarification tank, suspended solids can be completely removed from treated water, resulting in a high effluent quality. It not only concentrates slow-growing bacteria, but also retains large molecular organic compounds in reactor, thereby increasing contact time with the sludge. Thus removal rate of COD, BOD, nitrogen and phosphorus will be greatly increased.

RO Direct Drinking Water
VSEP RO System removes odor and contaminants of all kinds in water to provide pure water complied with the Drinking Water Standard of People Republic of China CJ94-1999. In additional to the purification of water, health of the users is also considered in the system design. Dual ultraviolet disinfection and additional trace amount of minerals are added to the purified water to promote users’ health.