

Gongyi Yulin Welding Material Co., Ltd
- Home
- Companies
- Gongyi Yulin Welding Material Co., Ltd
- Products
- Yulin - Model SJ101 - Agglomerated ...

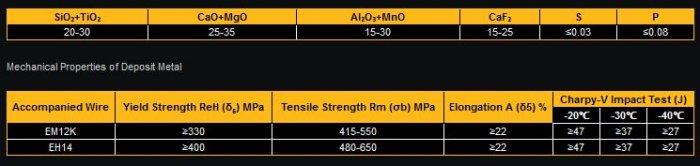
Yulin - Model SJ101 -Agglomerated Submerged Arc Welding Flux
fluoride based agglomerated flux with high basicity and low impurity levels such as P and S. Easy slag removal. Excellent mechanical properties. Smooth weld pass. Widely used for API grade X60, X65, X70 pipeline construction and structural steel buildings. Low diffusible hydrogen content (≤5ml/100g) in weld metal gives it high toughness and high cracking resistance at low temperature. It is applicable for multi wires welding, especially for double-sided single-pass welding of big diameter pieces. Welding speed is as high as 1.6--1.9m/min.
Most popular related searches
- AWS: AWS A5.17/5.23 F6A0-EL8 F7A2-EM12K F7A4-EH14
- SAW wires: EL8, EM12K, EH14, etc.
- Power supply: DC (DCEP), AC
- Basicity: 1.8 BIIW
- Grain size: 10-60 mesh (0.28-2.0mm)
- Alloy transfer: nearly no transfer of Mn, Si to weld metal
- Category: submerged arc welding of mild steel & low-alloy steel
- Industry: structural steel, H beams welding, pre-engineered steel building, spiral pipes, bridge building, ship building, gas/oil pipeline, heavy equipment, piling pipe, etc.
- Package: damp-proof packing, 25kg/bag
- Certification: ISO
- We get values in data sheets from tests carried out in accordance to AWS and GB standard procedure. They only represent values we get under those conditions. They are not to be taken as guarantees. As to welding, individual test results may vary depending on experience & technique, flux type, base metal, joint preparation, flux preparation, ampere, voltage, etc.
- If welding fluxes are stored in improper environment or influenced by condensed moisture, anyway, they get damp, please dry them at 300-350? for 2 hours before usage.
- Please clean the rust, oil, water on base metal before welding.
- Add minumum 20% new flux when using recovered flux to avoid welding defects and maintain welding performance & mechanical properties.
- Please control parameters properly, like preheat temperature, interpass temperature, cooling rate.