


Carbolite - Fast Sample Cooling System Oven
There are several ways of achieving fast sample cooling in a furnace or oven: Moving the sample into a cool area. Movable insulation panels (manual or automatic). Ambient air blown into furnace or oven. Ambient air blown around inert gas retort. Cycling of inert gas atmosphere through a water cooled heat exchanger.
For most of the furnaces and ovens we manufacture we do not recommend rapid changes in temperature. This is to avoid inducing stresses in the materials being heated and cooled. If rapid cooling is required by your process then we can design to allow for this. A few standard products incorporate fast cooling and are included in the descriptions below.
Moving the sample into a cool area
It may be possible to move the sample being heated into a cool ‘zone’. This could be by simply removing the sample from the hot chamber into ambient air, or could be by moving it into a cool zone of a metallic retort with a controlled atmosphere.
This is a standard feature of the BLF bottom loading furnace range. This furnace allows the load to be lowered into the cool ambient surrounding air. To protect personnel, the loading area is guarded by a safety hearth cage. An optional radiation shutter is available which (after lowering the hot load) closes the furnace entrance to protect the furnace from a thermal shock. Combined with an optional inverted crucible the load can be kept under inert gas during the whole process, including fast cooling.
This fast cooling method is available as an option on the LHT vacuum chamber furnaces where the sample can be moved from the hot furnace into a water cooled chamber under cool inert gas and the sample is additionally blasted with a strong stream of inert gas for extreme fast cooling.
Removable insulation panels
Cooling can be achieved by opening the door of an oven or chamber furnace, but it is generally not recommended to do this from high temperatures for standard products. Large custom built retort furnaces can be designed so the panels of insulation can be opened to speed up cooling, which could be located in the roof.
This is a standard feature of the V-L soldering and brazing furnace where the tube furnace surrounding the quartz glass retort can be automatically raised for fast cooling.
As an option, the GLO range can be manufactured with the heating element being split in two half shells which automatically move apart for fast cooling. This cools the retort very quickly, but the lifetime of the heating elements will be reduced by using this method.
Ambient air blown into the oven or furnace chamber
On the larger industrial HT and LGP oven ranges this fast cooling option can be fitted, blowing cooler ambient air directly into the oven chamber. Automatic flaps on top of the oven allow the air to leave the chamber after cooling the sample.
A fan blowing ambient air into the oven chamber is a standard feature on the TLD rapid cooling ovens.
Ambient air blown around inert gas retort
This feature can be used where the atmosphere around the sample has to be maintained during the cooling phase. By passing the cooling air around the outside of the retort the atmosphere inside remains undisturbed.
This is a standard feature of the V-L soldering and brazing furnace. Once the furnace is raised an ambient air blower blows air on the retort to force cooling.
This is an option for GLO vacuum chamber furnaces with a capacity greater than 40 litres. When fitted, a fan blows cooler ambient air in the gap between retort and heating elements. Automated flaps above the retort open the exhaust holes for the warmed-up cooling air. These holes are closed during normal heat treatment to avoid a chimney effect around the retort which would affect the uniformity.
On the HTMA oven range with modified atmosphere a similar fast cooling method is available as a custom build option.
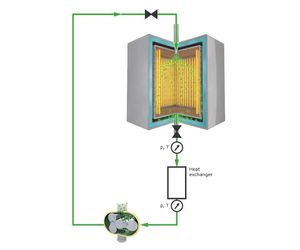
Cycling of inert gas atmosphere through water cooled heat exchanger
This option is available on all HTK vacuum chamber furnaces with capacities greater than 25 litres. When fitted, the gas is cycled out of the furnace into a heat exchanger and pushed back after cooling down into the furnace chamber.
For this application, the furnace must be equipped with a roots pump to be able to cycle the gas through the heat exchanger. After cooling down the gas the roots pump pushes the cold gas back into the furnace again, directly into the retort with the load. The sample is directly surrounded with the freshly cooled gas.
Cycling the inert gas reduces the gas consumption, which lowers the process costs. Generally, the cool down time of the empty furnace is reduced by a factor of two using this option. The lifetime of the sensitive heating elements and insulation will be reduced using this fast cooling option.
The diagram below illustrates the heat exchange cycle in a Carbolite Gero furnace.
- Custom designed debinding furnace with retort & forced cooling (Ref. no. 301224 & 702253)
- Custom built GLO vacuum chamber furnace with split heating elements allowing them to move apart for forced fast cooling of the inner retort
- Standard fast cooling feature of the V-L soldering and brazing furnace, showing cooled down quartz glass retort while the tube furnace above remains hot
- Bespoke LHTM vacuum chamber furnace up to 1600°C with Siemens S7 PLC control and automated lowering mechanism into a water cooled chamber with inert gas blasters for rapid cooling. Cooling of the load from 1600°C to under 800°C in less than 80 seconds under inert gas atmosphere
- ACT 13/360 Air cooled calibration tube furnace with twin metallic work tube to introduce cool air into the gap between
- Bespoke vertical GLO vacuum chamber furnace with an air lock and automated movement between hot furnace and cold loading area under 100% hydrogen