Baoji Fuqi Titanium-Nickel Pipe Fitting Co., Ltd

Fuqi - Model OD -Large Titanium Bend Eblow
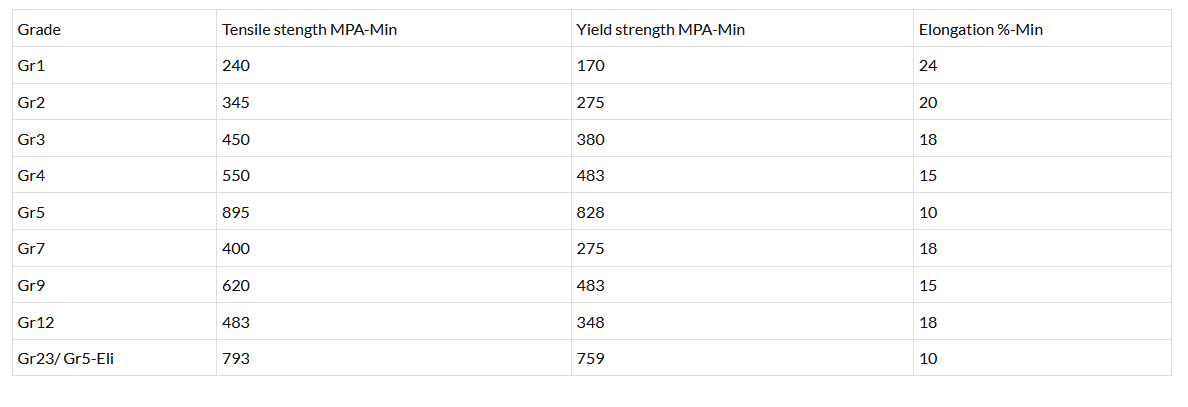
Material: Titanium and Titanium Alloy. Grade: Gr1, Gr2, Gr7, Gr12. Standard: ASME B16.9. Materials Standard: ASTM B363. Type: Titanium Welded Elbow / Titanium Welded Bend. Type: Long Radius Elbow, Short Radius Elbow. Welding Line: 2pc welding line. Degree: 45 Degree Bend, 90 Degree Bend, 180 Degree Bend / 180 Degree Return. Radius: 1.5d, 2.0d, 2.5d, 3d, 5d. Surface Treatment: Pickling Surface, CNC Machined Polished Surface. Inspection: 100% X-Ray / RT, 100% PT, UT, Mill Test Reports, PMI. Welding Method: GTAW.
Most popular related searches
Dimension of Large OD Titanium Bend
- NPS: 36", 38", 40", 42", 44", 48"
- DN: DN900, DN950, DN1000, DN1050, DN1100, DN1150, DN1200
- Outside Diameter: 914mm, 965mm, 1016mm, 1067mm, 1118mm, 1168mm, 1219mm.
- Thickness: SCH5S-SCHXXS
- Titanium Elbow may be made to special dimensions, sizesshapes, and tolerances by agreement between the manu-facturer and the purchaser.
Manufacturing Process of Large OD Titanium Bend / Elbow
A. Forming the Titanium Elbow / Bend
- Hot Forming (for large diameters)
- Titanium is heated to 800–900°C (for Grade 2) to improve malleability.
- Hydraulic presses or specialized dies shape the tee.
- Cold Forming (for smaller sections, if applicable)
- Used for final shaping if hot forming leaves imperfections.
B. Welding the titanium plate
- Welding Method: TIG (GTAW) or Plasma Arc Welding (PAW)with high-purity argon shielding.
- Filler Material: Matching titanium alloy (e.g., ERTi-2 for Grade 2).
- Post-Weld Heat Treatment (PWHT): Stress relieving may be required.
C. Machining (for precision fitting)
- CNC machining ensures proper flange alignment and smooth interior surfaces.