

- Home
- Companies
- Rotech Pumps & Systems Inc.
- Products
- Model L100 Series - Lobe Pumps
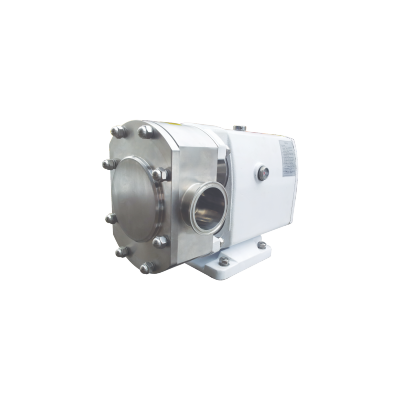
Model L100 Series -Lobe Pumps
Rotech Pumps & System’s L100 series of Lobe Pumps are intricately designed to provide reliable performance, trouble-free operation and maximum energy efficiency. As these pumps provide excellent sanitary quality and corrosion resistance, they are perfect for handling fluids, of either low or high viscosity.
As the lobes rotate, the space on the suction side increases as one lobe is distanced from another, thus creating a partial vacuum which draws the fluid into the pump chamber.
As they are rotated by the shafts, each lobe is consecutively filled and the fluid is displaced to the delivery side. The small gaps between the lobes and the walls of the pump body ensure that the spaces are duly filled.
The pump housing is completely filled and the fluid escapes through the teeth of the lobes and is forced against the walls of the spaces, which contributes to the pump action.
- Horizontal RLH
- Vertical RLV
- Bare-Shaft Construction
- Butterfly Rotor (Standard)
- Sanitary Mechanical Seal, Internal Assembly
- Easy Cleaning and Maintenance
- Connections: Clamp (Standard)
- Applied to CIP Cleaning and SIP Sterilization
These pumps are ideal for industries such as:
- Sanitary Food Applications
- High viscous fluid like Cheese, Sugar, Honey, Chemicals, Chemical Waste, Lime Slurry. etc.
- Maximum Flow: 90 m3/h / 395 GPM
- Maximum Pressure: 12 bar / 174 PSI
- Maximum Working Temperature: 150oC / 302oF
- Maximum Revolutions: 1750 RPM