

- Home
- Companies
- Shanghai Qilee Environmental Protection ...
- Products
- Qilee - Containerized Industrial ...
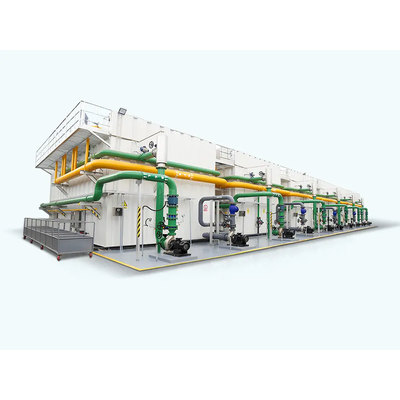
Qilee - Containerized Industrial Wastewater Treatment System
Our Containerized Industrial Wastewater Treatment System is a highly integrated, mobile and customizable wastewater purification solution designed to address the complex water pollution challenges of various industrial sectors. By scientifically integrating multiple advanced treatment processes—including MBR Membrane Treatment, Dissolved Air Flotation (DAF) with Chemical Dosing, Chemical Treatment, TMBR Membrane Treatment, and Nanofiltration (NF) + Reverse Osmosis (RO) Filtration-the system achieves efficient removal of pollutants such as suspended solids, organic matter, heavy metals, oils, and refractory substances from industrial wastewater.
The containerized design enables rapid deployment, easy transportation, and flexible installation, eliminating the need for complex on-site civil engineering. It is widely applicable to wastewater treatment in chemical, food and beverage, metallurgy, pharmaceutical, printing and dyeing, and other industrial fields, ensuring that the treated water meets local discharge standards or can be reused for production, realizing resource recycling and environmental protection goals.
Core Design Concept
Modular Process Integration
The core design of the system adheres to the concept of "modular combination, targeted treatment". Based on the characteristics of wastewater (such as pollutant type, concentration, and discharge requirements) from different industrial fields, we flexibly integrate and match various treatment processes to form a personalized treatment scheme. Each treatment unit is designed as an independent modular component, which can be quickly assembled, disassembled, and upgraded according to actual needs. This design not only ensures the high efficiency and stability of the treatment process but also improves the flexibility and adaptability of the system, reducing the overall investment and operation costs for customers.
Flexible Process Combination
Integrates multiple advanced treatment technologies, which can be customized and combined according to the characteristics of industrial wastewater to achieve precise treatment.
Containerized Industrial Wastewater Treatment System 4
Integrated Containerization
All process modules, pipelines, valves, instruments, and control systems are integrated into a standard 20ft/40ft shipping container, realizing "plug and play" and saving on-site space and construction time.
Intelligent Operation
Equipped with a high-performance SCADA upper computer system, which realizes real-time monitoring, automatic control, and fault alarm of the entire treatment process, reducing manual intervention and improving operation efficiency.
High Treatment Efficiency
Adopts advanced membrane technologies (MBR, TMBR, NF, RO) and chemical treatment processes, which have high removal rates for various pollutants and ensure stable effluent quality.
Environmental Protection & Energy Saving
Optimizes the process flow to reduce energy consumption and chemical dosage; the treated water can be reused, improving water resource utilization efficiency and reducing environmental pollution.
Chemicals (coagulants and flocculants) are added to the wastewater through the chemical dosing device to make the suspended solids and colloids in the water aggregate into large flocs. Then the wastewater enters the DAF tank, and the dissolved air water is released into the tank to generate a large number of fine air bubbles. The flocs adhere to the air bubbles and float to the water surface, forming scum which is scraped off by the scum scraper. The treated water flows out from the bottom of the tank. This process has a high removal rate for oils and fine suspended solids, with the SS removal rate reaching over 90% and the oil removal rate over 95%.