


Fulcrum - Thermal-Static Internal Pyrophinic System (TiPs)
TiPs is both a highly developed and highly functional form of pyrolysis called “Thermal Static Pyrophinic Methodology” (TiPs). The technology – which is protected by both patents and trade secret – has the proven ability to convert scrap tires and other petroleum based waste products as well as primary resource materials – comprised largely of organic, carbon-based matter – into value-added product streams.
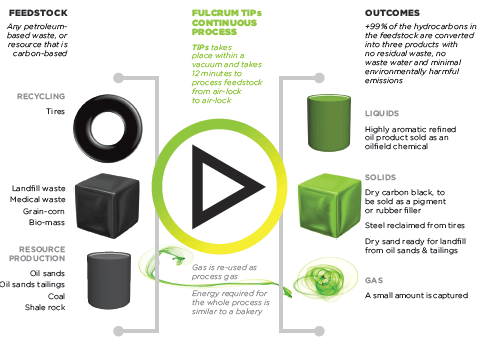
Fulcrum’s patented ‘TiPs’ technology is a breakthrough method for converting carbon-based feedstocks into value added streams. TiPs is able to process both primary and recycled feedstocks, include; tires, coal, oil sands, shale rock as well as plastics and bio-waste. TiPs has shown consistent results in both commercial and batch quantity tests accrsos these feedstocks consistently demonstrating:
- Low energy consumption
- Minimal greenhouse gas and pollutant emission
- Rapid processing time
- Output of unique chemistry, high aromaticsolvent oils that have a variety of high value uses
- Carbonization of feedstocks in dry ‘carbon black
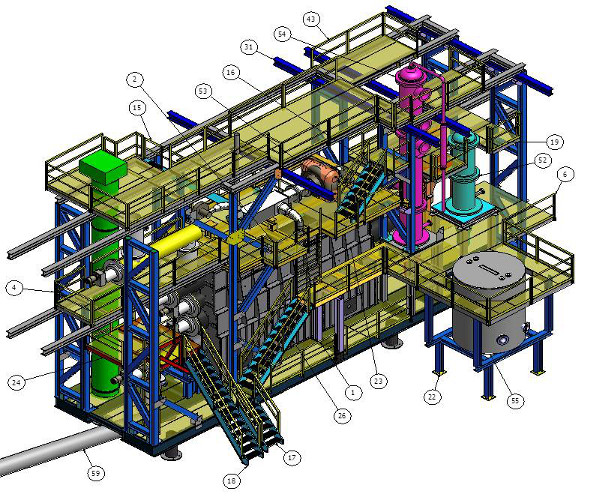
Thermal-static internal Pyrophinic system (TiPs) is a methodology that combines several existing sciences into and single unique processing technology. It has the proven ability to convert carbon-based matter such as scrap tires, petroleum based waste products and primary resource materials into value-added product streams.
By combining elements of electrolysis, thermal distillation, refining principles and catalytic relationships, the technology will remove greater than 99% of all hydrocarbons and convert them into oils, dry carbon based solids and process gas. TiPs does not use solvents, no addition of catalysts, no excessive heating and can be operated with almost zero environmental impact.
The TiPs process is like no other. It is a profitable alternative over existing technologies. Recycling tires produces a unique multi-component oil/solvent that has been used extensively in oilfield applications. TiPs does not require the use of government incentives (like tipping fees) to be economic. By design, the process utilizes benefits from existing technologies and combines those benefits into a single process methodology. The result is that TiPs can process materials faster at lower temperatures and produce higher quality products.
Some TiPs Advantages over other technologies are as follows:
TiPs Advantage
- Produces high value refined oil product
- Minimal greenhouse gas emissions with stack temperatures of 50 °C
- High energy efficiency with BTU out vs BTU in between 20:1 and 70:1
- Processes any organic carbon-rich material
- Continuous process
- Strong economics and high profitability
Alternative Technologies
- Produces a low grade bunker oil or diesel fuel
- Intensive greenhouse gas emissions with stack temperatures averaging 204 °C
- Low energy efficiency with BTU out vs BTU in at 6:1
- Specialty applications processing a narrow range of feedstock materials
- Batch processing is the norm with regular cleanout time required to remove residue buildup
- Weak economics with most technologies requiring government assistance
The technology has been under development for over 40 years, beginning with the work of Carl M. (Mike) Wilwerding, a process chemist, whom invented and built small scale prototypes to demonstrate new concepts in the carbon distillation of solids. Starting in 2004, the economics of the process pushed for larger scale development resulting in several commercial scale operations. These upscale machines successfully processed significant quantities of various feedstock materials. Scrap tires is the largest volume of material tested with 1.5 million pounds processed (equivalent to 75,000 passenger tires). Other feedstock material tested include coal, Athabasca oil sand, shale rock, plastics, biomass (corn and woodchips) and medical waste. An early prototype of the technology processed auto-fluff which is a by-product of automobile recycling: observed and reported by the US EPA in 1988.
Summary of Feedstock Runs
Tires - 1.5 million lbs
highly aromatic oil and dry carbon black (45% solvent, 45% carbon black, 10% produced gas)
Coal - 50,000 lbs
1 ton of coal averaged 1.5 bbl.`s of fuel oil, the reusable processed coal has higher BTU value and all greenhouse hydrocarbons were removed
Oil sands
1 ton of oil sands yielded .85 barrels of light crude (25° API / -36C pour point) rich in aromatics. No further upgrading required. Minimal water, clean sand residual
Shale Rock
30,000 pounds of shale rock were provided through The US Department of Energy, Rifle Colorado Research Facility yielding 20 bbl. of high quality fuel oil
Medical Waste
processed for US Technologies in 1999. Predominately plastics producing higher ratios of process gas and oils (comparative to a #3 diesel fuel)
Grain/Corn Processed
Texas A & M University established a comparative with current ethanol and bio-diesel processes. The results of processing 2500 lbs showed a 15% extraction of oil and 75% recovery of solids completely in the form of a carbon black that matches the type used for the carbon filter industry.
The TiPs process will create 3 product streams:
- A unique multi component aromatic oil that contains high percentages of limonene, toluene and xylene
- High-grade carbon black or solids
- Off gas that can be captured and reused to maintain the process heat
An independent study of the process observed that the multi-component mixture of the process solvent enabled it to dissolve the entire spectrum of waxes and asphaltene deposits. The study recommended the solvent as being used to break down asphaltene and paraffin buildup in oil field operations.
Sovent created from processing tires has been successfully tested in tank bottom and downhole treatment applications. It was applied to over 100 low producing (.5-5 barrels/day) stripper wells. With servicing applications of two to eight barrels of solvent per well, customers saw increases in production volumes upward to 300%. The solvent was also tested successfully for the cleaning of tank bottoms and product flow lines.
An added benefit of the solvent is the low ratio requirements that can be used to break emulsions (water oil separation). For example in a test on a 1000 gallon frac fluid tank, five (5) gallons of the solvent broke the emulsion barrier allowing for the recovery of 20 barrels of oil in approximately three hours. Traditional methods to accomplish this same result using other solvents usually require external heating of the tank and may take over 3 days for recovery. The solvent continued to show significant performance even after it was mixed and remixed in several additional tanks.
Process solvent has been tested by the University of Tulsa, as a defoaming agent in refinery coking units. The Research Center suggested that “the market potential [of the solvent] as a de-foaming agent would consume more tires than the U.S. discards yearly”. The solvent also has the proven ability to reduce viscosity of API gravity 6 thru 14 oils to meet pipeline specification requirements of 20 API or above. A private lab verified that the effective viscosity reduction achieved in Utah oil shale simulations were accomplished at ratios of 1:500. These tests showed high potential of using the solvent to enhance in-situ heavy oil production. Another study claimed that at the ratios demonstrated to reduce formation viscosity by the solvent can dramatically lower the costs of cyclic steam and CO2 flood enhanced recovery schemes.
Overall, TiPs solvent has potential of being used in a variety of end use applications, including:
- Oil Production Enhancement
- Anti-Foaming agent
- Diluent
- Anti-Sludge Agent
- Bulk Tank BS&W Recovery
- Down-hole Drilling Fluid
- Refinery Maintenance
- Corrosion Inhibitor
- Asphaltenes and Paraffin Solvent
- Viscosity reducer
- Emulsion Breaker
- Paraffin Dispersant
This process has been observed and tested by several independent agencies, including,
Herty Advanced Materials Development Center
- Observed tire processing and produced a due diligence report
University of Tulsa
- Assessed the value of the solvent in de-coking applications for refineries
Southwest Research Institute
- Analyzed and reported on the oil qualities from processing coal
Texas A & M University
- Tested corn, pine and hickory bio-mass
Sid Richardson Carbon Co.
- Classification and viability report on produced carbon black
CRC Consulting
- Performed several characteristic studies on the solvent and wrote a viability report on solvent applications
Adams Consulting & Environmental Engineering
- Observed and tested the process for an air permit application
TTS Research
- Observed processing of asphaltene from the Canadian Oil Sands
CanCen Oil Processors Inc.
- Tested and reported on oil field applications for the tire oil
Ana-lab Corp.
- Performed pre and post hydrocarbon content analysis on all feedstock materials. Miscellaneous oil testing.
CC Analytical Services
- Performed several gas spectrum analysis on the produced tire oil and coal oil
Gas Analytical Solutions
- Analysis of process gas
The TiPs process began 40 years ago from a concept created by inventor Carl (Mike) Wilwerding. Mike dreamed of the day when he could clean the world of its garbage using a simple system to reclaim waste components back into their original elements. Based off of his patented thermal decomposition apparatus, Mike refined the technology and developed it over the years to process a variety of waste streams including municipal garbage, sewage sludge, manure, aluminum oil, rubber, bleaching clays, PCB’s, plastics, diatomaceous earth and chicken waste. Each processor was carefully designed to ensure that the chemical reaction was stable, sustainable and the net energy balance was positive.
In 2004, a team led by Phillip Cauley (currently the CTO of Fulcrum) began to build progressively larger plants until a baseline criterion for a commercial application was reached. Phil and his team successfully scaled up the technology, proving it could run various feedstock materials at high throughput rates.
In 2011, after several years of development, Fulcrum Environmental Solutions was formed to manage the world wide IP technology rights to the Wilwerding process. Because of its one-of-a-kind methodology, Fulcrum believed the process should have a distinctive name that can identify it to the world as being unique. TiPsTM terminology was formed, an acronym for Thermal Static internal Pyrophinic System.
There is only one TiPs process available in the world today and Fulcrum is ready to unlock it`s endless potential. It is a proven and highly effective technology that will make waste recycling profitable.