- Home
- Companies
- Nashville Chemical
- Services
- Boiler Water Treatment-Service
Boiler Water Treatment-Service
Steam is one of the most widely used industrial energy transfer mediums in industrial processing, healthcare, power generation, central heating and food processing. Emphasis must be focused on the importance of maintaining peak efficiency, which minimizes energy costs and the use of fossil fuels. Proper water treatment is critical to every facility where a continuous, dependable and economical supply of high quality steam is maintained.
To ensure maximum efficiency from all steam generating equipment, emphasis on a properly engineered boiler water treatment program will ensure excellent heat transfer efficiency, which minimizes overall energy costs. Nashville Chemical has developed a complete product line to maintain boiler and steam systems operating at peak efficiency.
- Volatile and non-volatile feed water oxygen scavengers
- Alkalinity supplements
- Phosphate, chelant and
- all-polymer based treatment programs
- Neutralizing amines, FDA/USDA approved products
- Custom blended and all-in-one convenience programs
- Adjunct chemistries as a supplement for specific applications
- Alkaline boil out products for new boilers
- Performance studies for pre-treatment equipment
- Lay up programs for out-of-service equipment
- reverse osmosis membrane and resin cleaning products
- Low pressure and hot water boiler products
- Fuel oil treatments
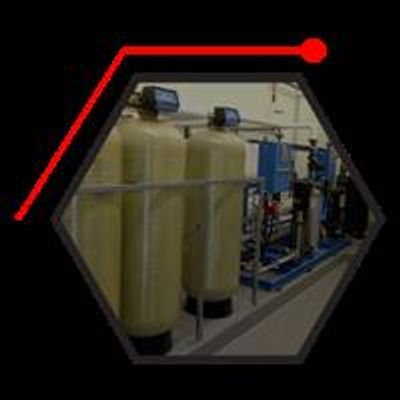
- Water softeners, dealkalizers, filters and reverse osmosis systems
- Boiler blowdown controllers and control equipment
- Chemical metering pumps
- Bulk and mini-bulk chemical storage systems
- Bypass feeders, injection and corporation stop quills