

- Home
- Companies
- Elvatech Ltd.
- Articles
- Incoming Material Verification: How US ...

Incoming Material Verification: How US Manufacturers Save Millions with Positive Material Identification Equipment
When a $2.3 million aerospace component fails catastrophic testing, investigators often trace the problem back to a single moment: the loading dock where the wrong alloy entered the facility. A batch of 316L stainless steel arrives with paperwork certifying its composition. It looks identical to 304 stainless. The receiving team checks the documentation, signs off, and sends it to production. Six months later, that material is in a critical aircraft hydraulic system—and it`s corroding. The National Transportation Safety Board (NTSB) has documented dozens of such cases where material mix-ups led to product failures, recalls costing tens of millions, and in worst cases, loss of life.
The aerospace, automotive, oil and gas, and power generation industries have learned this lesson the hard way: paperwork isn`t enough. Material Test Reports (MTRs) can be falsified, mislabeled, or simply wrong. In 2019 alone, the FAA issued multiple airworthiness directives related to suspect unapproved parts (SUPs), many involving material substitutions that passed paper verification but failed physical testing. The solution that`s become an industry standard? Positive Material Identification (PMI) equipment for incoming material verification—specifically, portable X-ray fluorescence (XRF) analyzers that verify alloy chemistry in seconds, right at the receiving dock.
For manufacturers working with critical materials, the question isn`t whether to implement PMI testing—it`s how quickly they can deploy it before the next costly mistake. This guide explores how US manufacturers across high-stakes industries use PMI XRF analyzers to eliminate material mix-ups, ensure regulatory compliance, and protect their bottom line. We`ll examine real failure cases, break down the ROI calculations that justify six-figure equipment investments, and show why incoming material verification has become mandatory in quality-critical manufacturing.
Material misidentification isn`t a theoretical risk—it`s a documented pattern that`s cost US manufacturers hundreds of millions in recalls, litigation, and lost contracts.
Aerospace Incidents: The NTSB database reveals multiple cases where incorrect materials in aircraft components led to in-flight failures. In one documented case, fasteners certified as Inconel 718 (a high-strength nickel alloy) were actually lower-grade stainless steel. The difference in tensile strength was catastrophic when those fasteners failed during turbulence. The resulting investigation, fleet-wide inspections, and component replacements cost the airline and supplier over $40 million.
Automotive Recalls: In 2018, a major automotive manufacturer recalled 1.4 million vehicles due to suspension components made from incorrect steel grades. The root cause? A supplier had shipped lower-strength steel with paperwork for high-strength alloys. The recall cost exceeded $200 million. Industry analysis later revealed the supplier had been shipping wrong materials for three years before the issue was caught—all because the automaker relied solely on MTR verification rather than physical testing.
Oil & Gas Failures: The petrochemical industry has documented numerous cases of premature equipment failure due to material substitution. Duplex stainless steel (UNS S31803) specified for corrosive environments gets replaced with cheaper austenitic 316L. The difference in corrosion resistance means equipment rated for 20 years fails in 3-5 years. For a refinery where downtime costs $1-3 million per day, a single premature failure can cost more than an entire plant`s annual PMI equipment budget.
The Pattern: In nearly every documented case, the material had correct paperwork. MTRs showed proper composition. Suppliers were reputable. What failed was the verification method—visual inspection and documentation review cannot detect chemical composition differences in similar-looking alloys.
The financial impact breaks down into four categories:
- Direct replacement costs - scrapping incorrect materials, expediting correct materials
- Production delays - line shutdowns while waiting for verified materials, missed delivery deadlines
- Recall and rework - pulling products from customers, replacing components, reinspection
- Liability and reputation - lawsuits, insurance claims, lost contracts, damaged brand reputation
For a mid-sized manufacturer, a single material mix-up can cost $500,000 to $5 million. For aerospace or automotive suppliers, the impact can reach nine figures when recalls and liability are factored in.
The Solution: Physical verification at the receiving dock, before incorrect materials enter inventory or production. This is where positive material identification equipment becomes essential.
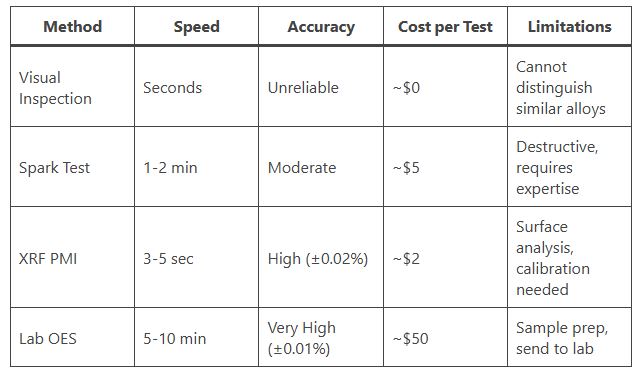
Positive Material Identification (PMI) is the physical verification of a material`s chemical composition to confirm it matches specifications, independent of paperwork or visual inspection. Unlike simply checking an MTR against a purchase order, PMI uses analytical technology to measure the actual elemental composition of the material and compare it to known alloy standards.

How PMI Works: The most common PMI method in modern manufacturing is X-ray fluorescence (XRF) spectrometry. When an XRF analyzer directs X-rays at a metal sample, atoms in the material emit characteristic fluorescent X-rays at energies unique to each element. The analyzer measures these energy signatures and calculates the percentage of each element present. In 3-5 seconds, an XRF PMI analyzer can determine:
- Primary alloying elements (Fe, Ni, Cr, Mo, Ti, etc.)
- Minor elements (Mn, Si, Cu, V, etc.)
- Trace elements critical to alloy performance
- Comparison to stored alloy libraries (thousands of grades)
The result is a definitive identification of the alloy grade (e.g., "316L stainless steel") along with the actual chemical composition percentages. This data is then compared to specifications and the MTR to verify accuracy.
For incoming material verification, XRF offers the ideal balance: laboratory accuracy in a portable format, with results in seconds and no sample preparation. A receiving inspector can test 100+ pieces per day without bottlenecking operations.
The Standards: PMI testing for critical applications is increasingly required by industry standards:
- ASME Section IX (welding) requires PMI of base metals and filler materials
- ASTM E8 recommends PMI for tensile test specimens
- AWS D1.1 (structural welding) specifies PMI verification for critical joints
- NACE MR0175 (oil & gas) requires PMI for sour service materials
- Boeing, Airbus, GE specifications mandate PMI at multiple production stages
For manufacturers supplying to these industries, PMI isn`t optional—it`s a contractual requirement.
Different industries face different material risks, but the need for incoming verification is universal in high-stakes manufacturing.
Aerospace Manufacturing: When a single bolt failure can bring down an aircraft, material verification is life-or-death. Aerospace grade alloys—Inconel 718, Ti-6Al-4V, 17-4 PH stainless—often look identical to lower grades but have vastly different mechanical properties. A titanium alloy forging might be certified as Ti-6Al-4V (high strength) but actually be commercially pure titanium (much weaker). Visual inspection can`t tell the difference. XRF PMI can, in 3 seconds. The FAA`s continued focus on SUPs has made incoming PMI standard practice for AS9100-certified aerospace suppliers.
Automotive Industry: High-strength steels, advanced high-strength steels (AHSS), and aluminum alloys are critical to vehicle safety and performance. A suspension component made from 1045 carbon steel instead of 4140 alloy steel will have 30% lower tensile strength—enough to fail crash testing or cause real-world failures. With IATF 16949 quality requirements and multi-million-dollar recall risks, automotive manufacturers now test incoming materials at receiving, especially for safety-critical components (steering, braking, structural).
Oil & Gas: Corrosion is the billion-dollar enemy in petrochemical operations. The difference between 316L stainless (basic corrosion resistance) and duplex 2205 (high corrosion and strength) can mean equipment lasting 5 years versus 25 years in sour gas service. But both look like shiny stainless steel. PMI verification at receiving prevents $5 million refinery equipment from being built with $50,000 materials. This is especially critical for API 6A wellhead equipment, subsea components, and NACE-compliant materials.
Power Generation: Nuclear, fossil, and renewable energy facilities operate under extreme conditions—high pressure, high temperature, corrosive environments, radiation. Material failures can cause catastrophic accidents and months-long shutdowns costing hundreds of millions. ASME Boiler and Pressure Vessel Code requires traceability and verification, making PMI mandatory for pressure boundary components. The 2021 incident where a power plant turbine blade failed due to incorrect alloy composition (wrong nickel content) reinforced industry-wide PMI requirements.
The Common Thread: In all these industries, the cost of a material failure vastly exceeds the cost of prevention. A $40,000 XRF PMI analyzer can prevent a $40 million recall. The ROI is measured in risk avoided, not just efficiency gained.
Let`s break down the actual numbers that make positive material identification equipment one of the highest-ROI quality investments a manufacturer can make.
Equipment Cost (XRF PMI Analyzer):
- Entry-level portable XRF: $20,000 - $25,000
- Mid-range with advanced features: $25,000 - $35,000
- Premium multi-element analyzer: $35,000 - $50,000
- Annual calibration and service: ~$1,000
- Consumables (protective windows, helium for light elements): ~$1,000/year
Total 5-year cost of ownership: ~$30,000 - $60,000 depending on model and usage
Cost Avoidance (what you prevent):
Scenario 1: Small Material Mix-Up
- Wrong alloy shipped (value $50,000)
- Discovered after machining (labor $30,000)
- Expedite replacement material (premium $15,000)
- Production delay (2 days at $10,000/day = $20,000)
- Total cost: $115,000
- PMI would have caught this at receiving in 5 minutes
Scenario 2: Medium Failure (actual automotive case)
- Incorrect steel in 5,000 suspension components
- Discovered during quality audit before shipping
- Scrap components: $250,000
- Rework and replacement: $180,000
- Customer penalty for late delivery: $100,000
- Total cost: $530,000
- PMI testing at incoming would have cost $2,000 in testing time
Scenario 3: Catastrophic Recall (actual aerospace case)
- Incorrect fasteners in 400 aircraft
- Fleet-wide inspection required
- Component replacement labor: $15 million
- Parts and materials: $8 million
- FAA penalties and oversight: $5 million
- Lost contracts and reputation: $12 million
- Total cost: $40 million+
- Prevented by $200 of PMI testing on incoming fasteners
Payback Calculation:
If a manufacturer prevents just one Scenario 1 event per year, the PMI analyzer pays for itself in 4-5 months.
For companies processing high volumes of critical materials:
- Testing 50 incoming lots per week
- Cost per test: ~$2 (technician time + consumables)
- Annual testing cost: $5,000
- Break-even: Prevent one $50,000 mix-up every 10 years
The math is overwhelming. Even the most conservative scenarios show 10:1 to 100:1 ROI on PMI equipment for manufacturers handling critical materials.
Insurance and Liability Benefits: Many manufacturers see reduced insurance premiums after implementing comprehensive PMI programs. Quality system audits (AS9100, IATF 16949, API Q1) score PMI verification as a strong preventive control, improving overall quality ratings and reducing audit findings.
Aerospace Supplier - Texas: A Tier 1 aerospace machining facility processing titanium, Inconel, and high-strength steels implemented mandatory PMI testing at three control points: incoming material receiving, before machining (heat lot verification), and final inspection. Using ProSpector 3 portable XRF analyzers, receiving inspectors test 100% of critical alloy stock. Testing takes 3-5 seconds per piece. In the first year, they caught 14 material substitutions—wrong grades that had passed MTR review. Estimated cost avoidance: $2.3 million. The facility`s AS9100 audit score improved, and they won a new Boeing contract partly based on their rigorous material verification process.
Automotive Plant - Michigan: A suspension component manufacturer experienced a near-miss when laboratory testing found incorrect steel composition in parts ready to ship. Investigation revealed the supplier had sent 4140 steel paperwork with 1045 steel material. The plant implemented 100% PMI testing at receiving using benchtop XRF for small parts and handheld for bar stock. Testing adds 2 minutes per incoming lot but has caught 8 material mix-ups in 18 months, preventing an estimated $1.8 million in scrap, rework, and potential recalls. The plant`s defect rate to customers dropped 40%.
Refinery - Louisiana: A Gulf Coast refinery processing heavy sour crude requires duplex and super duplex stainless steels for corrosive service. After a heat exchanger failed prematurely (wrong alloy installed), they mandated PMI verification for all pressure boundary materials. Maintenance teams now carry portable XRF analyzers to verify materials during turnarounds and new construction. The testing caught contractors attempting to substitute cheaper 316L for specified duplex 2205 on three occasions—savings of $4+ million per avoided failure. The refinery estimates testing has prevented at least one major unplanned shutdown.
Common Implementation Pattern: Most successful PMI programs follow this structure:
- Receiving inspection - 100% verification of critical alloys against MTRs
- Pre-production verification - Re-test before materials enter production
- In-process spot checks - Verify materials during assembly for traceability
- Final inspection - Confirm correct materials in finished products
- Documentation - Link PMI test results to serial numbers for full traceability
Not all PMI analyzers are created equal. Selection depends on your materials, throughput requirements, and accuracy needs.
Key Selection Criteria:
1. Alloy Coverage: Does the analyzer have calibrations for your materials?
- Stainless steels, low alloy steels, tool steels
- Nickel alloys (Inconel, Monel, Hastelloy)
- Aluminum alloys (2000, 6000, 7000 series)
- Titanium alloys
- Copper alloys (brass, bronze)
- Cobalt alloys
Premium analyzers like the Elvatech ProSpector 3 include 1,000+ alloy grades in standard libraries.
2. Detector Type:
- PIN detectors (240-250 eV resolution) - suitable for most alloy ID, faster, lower cost
- SDD detectors (130-140 eV resolution) - better for light elements (Mg, Al, Si), precise composition, higher cost
For incoming material verification, PIN is often sufficient. For precise chemistry (R&D, dispute resolution), SDD is better.
3. Analysis Speed:
- Grade ID mode: 2-5 seconds (quick verification)
- Quantitative analysis: 10-30 seconds (full chemistry)
Faster analyzers = higher throughput at receiving. ProSpector 3`s 4x speed advantage means testing 400 pieces per day instead of 100.
4. Portability vs Benchtop:
- Handheld: Ultimate flexibility, test large parts in place, field use
- Benchtop: Higher precision, easier for small parts, better for high-volume testing
Many facilities use both: benchtop for small parts (fasteners, wire), handheld for large stock (plate, pipe, forgings).
5. Data Management:
- Built-in storage and Bluetooth/Wi-Fi transfer
- Report generation with pass/fail criteria
- Traceability linking test results to heat numbers
6. Regulatory Compliance:
- NIST-traceable calibration standards
- 21 CFR Part 11 compliance (pharma, medical device)
- ATEX/IECEx certification (hazardous locations)
- ISO 17025 accreditation support
Budget Considerations:
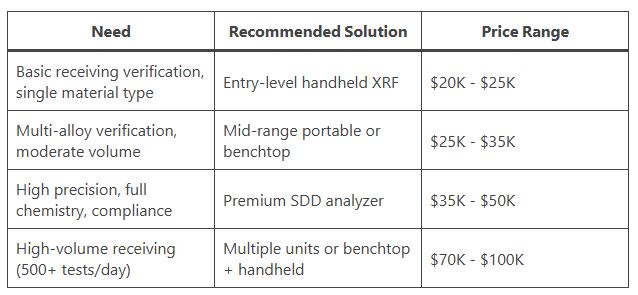
Don`t Forget: Training, calibration standards, consumables, and service contracts add 10-15% to total cost of ownership.
Buying the equipment is easy. Implementing an effective PMI program requires process changes and cultural shifts.
1. Develop Clear Testing Protocols:
- Which materials require testing (all critical alloys? spot-checking commodity grades?)
- Testing frequency (100% of lots? sampling plan per ASTM E2871?)
- Pass/fail criteria (exact grade match? chemistry within spec range?)
- Non-conformance procedures (quarantine, return to supplier, request MTR correction)
2. Train Receiving Personnel:
- Operators need to understand why PMI matters (show them real failure cases)
- Technical training on analyzer operation (surface prep, test locations, interpreting results)
- When to escalate (unexpected grades, borderline chemistry)
Quality programs succeed when inspectors understand they`re preventing disasters, not just checking boxes.
3. Integrate with Material Flow:
- Physical segregation of tested vs untested materials
- Clear labeling (test passed, test date, inspector ID)
- Link PMI results to ERP receiving records
- Block untested materials from production release
4. Supplier Communication:
- Notify suppliers that incoming PMI is mandatory
- Share non-conformance data (helps suppliers catch their own issues)
- Consider requiring suppliers to perform PMI before shipping
- Build testing costs into supplier quality agreements
5. Continuous Improvement:
- Track rejection rates by supplier (identify chronic problems)
- Analyze material mix-up patterns (random errors vs systemic issues?)
- Refine testing protocols based on real findings
- Periodic calibration verification (test known standards)
Common Pitfalls to Avoid:
- Testing dirty surfaces (oil, scale, coatings block X-rays - clean test spots)
- Single-point testing (alloys can be inhomogeneous - test multiple locations)
- Ignoring borderline results (chemistry just outside spec limits - investigate further)
- Poor documentation (linking PMI data to heat numbers is critical for traceability)
- Skipping calibration checks (drift happens - verify accuracy quarterly with standards)
How long does PMI testing add to receiving time?
Modern XRF analyzers provide grade ID in 3-5 seconds. Testing a typical incoming lot (50 pieces) takes 5-10 minutes including documentation. For critical materials, this is negligible compared to the risk of accepting incorrect alloys.
Can PMI replace MTRs and paperwork?
No—PMI complements documentation, not replaces it. Best practice is to verify MTRs match purchase orders, then use PMI to physically confirm the material matches the MTR. This catches both paperwork errors and material substitutions.
What if PMI results don`t match the MTR?
Quarantine the material immediately. Re-test different locations to confirm. Contact the supplier with data. Request corrected MTR if it`s a paperwork error, or return material if it`s wrong alloy. Never accept "close enough" on critical materials.
Do I need to test every single piece?
It depends on risk and volume. Aerospace often tests 100% of critical fasteners. Automotive might sample per ASTM E2871 (statistical sampling for lots). Oil & gas typically tests 100% of high-value components. A risk-based approach balances thoroughness with efficiency.
How accurate is portable XRF PMI compared to lab testing?
Modern XRF analyzers achieve ±0.02-0.05% accuracy for major elements, comparable to laboratory optical emission spectroscopy (OES). For grade identification and specification compliance, XRF PMI is definitive. For research requiring ±0.01% precision, lab methods are better.
What materials can`t XRF test?
XRF works for metals and metal alloys. It cannot analyze polymers, ceramics, or composites. For light elements like lithium, beryllium, and carbon, specialized vacuum or helium-purge XRF is needed. Standard analyzers cover Mg through U.
How often does PMI equipment need calibration?
Premium analyzers like Elvatech`s never require recalibration—their stability is guaranteed. Most analyzers need annual calibration verification using NIST-traceable standards. Daily function checks with a calibration coin (30 seconds) ensure the analyzer is operating correctly.
The evidence is overwhelming: incoming material verification with positive material identification equipment is no longer optional for manufacturers handling critical alloys. Every week without PMI testing is a week of exposure to material mix-ups that can cost millions in recalls, failures, and liability.
Key Takeaways:
- Material failures from wrong alloys cost US manufacturers hundreds of millions annually - and most trace back to accepting incorrect materials that had correct paperwork
- XRF PMI analyzers provide laboratory-grade verification in 3-5 seconds - fast enough for 100% incoming inspection without bottlenecking operations
- ROI is measured in disasters prevented - a single avoided recall pays for PMI equipment 10x to 100x over
- Industry standards increasingly require PMI - ASME, AWS, API, aerospace specs make verification mandatory for critical applications
- Implementation requires process changes, not just equipment - successful programs integrate PMI into material flow, train personnel, and maintain rigorous documentation
For manufacturers in aerospace, automotive, oil and gas, and power generation, the question isn`t whether to implement incoming material PMI—it`s how quickly you can deploy it. The next material mix-up could be the one that costs your company millions, damages your reputation, or worse, causes a safety incident.
Ready to implement a comprehensive PMI verification program? Contact Elvatech to discuss portable and benchtop XRF solutions designed for high-throughput incoming material testing. Our ProSpector 3 analyzers deliver 4x faster analysis with laboratory accuracy - perfect for modern receiving operations that can`t afford mistakes. Schedule a demo to see how PMI can transform your incoming quality control.