
Dynatec Systems Inc.
- Home
- Companies & Suppliers
- Dynatec Systems Inc.
- Downloads
- The Dynatec Difference ALKALINE ...
The Dynatec Difference ALKALINE CLEANING BATH PURIFICATION AND REUSE Membrane filtration is utilized to remove oil and suspended solids
The Dynatec Difference
ALKALINE CLEANING BATH
PURIFICATION AND REUSE
Membrane filtration is utilized to remove oil and suspended solids from alkaline cleaning baths used
to clean a wide variety of steel and other metal parts. Cleaning chemical costs and energy costs are
reduced significantly. The contaminants from the bath are concentrated and disposed at a fraction
of the previous cost.
System Design
The treatment system design may vary depending upon the individual requirements. Where
multiple small wash baths are used, a batch system can be set up to completely empty each wash
tank and refill it from a reuse tank. In larger systems, the design will normally include continuous
recirculation from the wash solution tank to the treatment system with clean solution being
returned directly to the wash tank. Where free oil is present, the solution will first be passed
through an oil//water separator.
Membrane Selection
Each different cleaning application may dictate the use of
different generic types of membrane filters. Most commonly,
they are either microfiltration (MF) or ultrafiltration (UF)
membranes and normally of tubular configuration. Polymeric
membranes may be limited to a maximum operating pH of 11
and maximum temperature of 150°F. Carbon and ceramic
membranes can be used at higher temperatures and higher
pH.
Simple Mechanical Process
The membrane filter is a mechanical system that allows clean
water to pass the filter while contaminants are rejected and
returned to the waste holding tank. There are no chemicals
required. An oily concentrate is generated, which normally is
disposed to a waste oil recovery company. The system simply
separates the contaminants from the water, whereas a
chemical treatment system generates copious amounts of
sludge that must be dewatered and disposed of.
Low Cost Recovery
The membranes prevent anything larger than the pore size of
the membrane to pass through. This means that oil and soil
will be retained by the membrane and concentrated in the
process tank, which forms part of the complete treatment
system. After a period of time when the concentration of the contaminants has reached a high
level; the tank is dumped, the contents disposed of as waste (or in the case of high oil content
streams, may be recovered as a useful product) and the process tank is refilled with fresh waste
fluid. The only cost of operation is the cost of power for the circulation pump.
Significant Savings
Waste stream reduction
lowers discharge costs
Water reuse reduces overall
consumption
Material recovery saves on
processing chemicals
Easy maintenance avoids labor
costs and regulations
Technology Benefits
Membrane Separation System
Using Tubular Ultrafilters (UF)
Simple mechanical process
Consistent high quality permeate
Ability to reuse purified fluid
Low operating costs
Unattended operation
Minimal disposal costs
Contaminants Removed
Oil and grease
Suspended solids
Precipitated metals
Services Provided
Systems Design
Equipment and Installation
Operator Training
Maintenance Contract
Equipment Shown
A small (100-300 gallons per day)
system used for alkaline wash
water recovery and vibratory
finishing compound recovery and
reuse
Low Cost Recovery (cont’d)
In the case of alkaline cleaning fluids, some of the components of the fluid will emulsify oils and tie up small solids that are
removed from the contaminated alkaline fluid. This is the material that is removed from the waste so that the recovered fluid can
be reused. After treatment to remove oil and soil in the membrane systems, there are generally two ways of recalibrating the fluid
for reuse. First, concentrate is added to bring the pH back to the original specification. Since much of the original builders of the
cleaner are recovered in this manner, there may be a deficit of surfactant in the recovered mixture since oil and soil will have
associated with the surfactant and have been removed by the membrane. Therefore, for full recovery, surfactant may also have to
be added. This surfactant is not “lost”, in the sense that the membrane has removed active surfactant but could be considered
“spent” and is no longer of use, having served its function in preventing free oil and solids from re-contaminating the parts being
cleaned.
Unattended Operation
Since this process is completely mechanical and not dependent upon chemical feed and the coagulation and flocculation process,
the only operational requirement is to clean the membrane filters periodically. This is a simple process that typically requires less
than one half hour of an operator’s time. A chemical treatment system requires ongoing adjustments of the chemical feed pumps,
makeup of the chemical feeds, operation of the dewatering system and control calibration and adjustment. The chemical system
tasks require continual attention on a daily basis, whereas the membrane filtration system requires attention only for cleaning.
Consistent High Quality Water
The membrane filter forms a positive barrier to the flow of contaminants, producing continuous high quality fluid without operator
attention. The membrane system is not affected by variability of the waste stream. The purified fluid is suitable for reuse or sewer
discharge, assuming that pH adjustment is carried out where required.
Low Operating Cost
The only costs associated with a membrane system are the cost of electricity to power the recirculation pump and the periodic
(infrequent) cost of membrane replacement, and a small additional cost for cleaning chemicals to periodically clean the
membranes. The life of the membranes is a function of several factors but is always measured in years.
Summary of Benefits
Simple mechanical process
Consistent high quality water
Ability to reuse purified water
Low operating costs.
Unattended operation
Minimal disposal cost
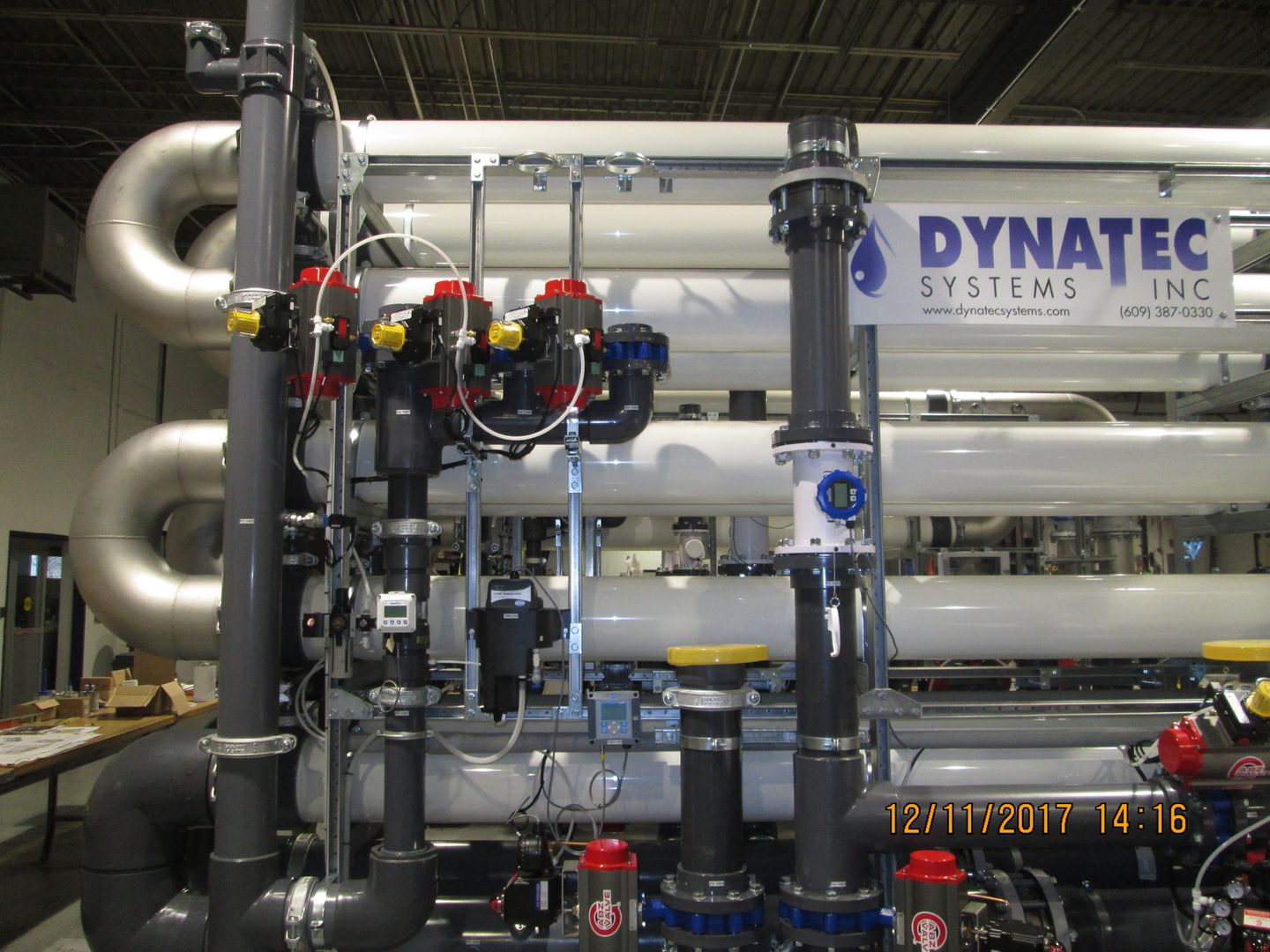
Equipment Shown:
Picture illustrates a small (500-1000 gallons per day) system, typically used for
alkaline cleaner regeneration and recovery.
Most popular related searches