

- Home
- Companies
- ULTRAPAVE Corporation
- Products
- Evaluation Of Polymeric Aggregate ...
Evaluation Of Polymeric Aggregate Treatment System
The performance of hot mixed asphalt concrete (HMAC) mixtures is measured in terms of its resistance to rutting, fatigue, low temperature cracking, and raveling. The resistance of HMAC to these failures can be evaluated through the measurement of its moisture sensitivity and its temperature susceptibility. The resistance of asphalt concrete to moisture-damage is very critical to its long term performance. Moisture damage manifests itself as a reduction in the overall strength of the mixture. Therefore, if a HMAC mixture is susceptible to moisture damage, it could eventually fail in any one of the three failure modes, i.e. rutting, fatigue, low temperature cracking, and raveling.
The primary goal of an antistrip additive is to eliminate the moisture sensitivity of the HMAC mixture. Eliminating the moisture sensitivity can be achieved through improving the bond between the binder and the aggregate. This binder-aggregate bond is a fundamental property of the HMAC mixture which cannot be evaluated through testing of the individual components (i.e. binder or aggregate). The most commonly used method for evaluating the moisture sensitivity of HMAC is the use of the moisture conditioning process as described by the AASHTO T-283 test method. Another major consideration when evaluating an antistrip additive is its ability to maintain good HMAC properties. In other words, the additive must not eliminate the moisture sensitivity problem on the expense of other desirable mixtures properties. For example, a successful antistrip additive would maintain the flexibility of the HMAC mixture at low and intermediate temperatures and its stability at high temperatures.
II.1 Objective:
The objective of this research project is to evaluate the effectiveness of the ULTRAPAVE® polymeric antistrip system (UP-5000) for use in HMAC mixtures. The effectiveness of the system is evaluated in terms of its impact on the moisture sensitivity and the temperature susceptibility of the HMAC mixtures.
II.2 Scope
A laboratory mixtures evaluation experiment was conducted to compare the mixtures properties of the ULTRAPAVE® polymeric antistrip system with lime-treated and untreated mixtures. A single source of binder and two aggregates sources were used.
III. Materials
III.1 Binder
A single type of asphalt binder was used throughout the experiment. It is an unmodified asphalt binder supplied by Husky oil with a Superpave performance grade of PG64-28 (2) The Rheological properties of the binder are summarized in Figure 1. According to the Superpave binder grading system, this binder will perform adequately in an environment where the pavement temperature ranges from a minimum of -28°C to a maximum of 64°C. Adequate performance means that the binder will exhibit good resistance to rutting, fatigue and low temperature cracking during the service life of the HMAC mixture.
{kind=link}
III. 2 Aggregate
Two sources of aggregate were used: One source from Elko NV, and one source from Lockwood, NV. Elko is located in the northeastern part of Nevada and Lockwood is located in the northwestern part of the state near Reno, NV.
The gradations of the aggregates were designed to meet Nevada DOT’s type II coarse gradation specifications. Tables 1 and 2 summarize the gradations of the individual stockpiles and the percentages used in the overall blends. It should be noted that the two aggregate sources have different nominal max sizes which are 19.0 mm and 12.5 mm for the Lockwood and Elko sources, respectively.
Figures 2 and 3 show the gradation curves along with the Superpave control points and restricted zones. Both the Lockwood and Elko aggregate gradations satisfy the Superpave control points criteria. The gradation of the Lockwood aggregate violates the Superpave restricted zone criteria while the Elko aggregate gradation satisfies. The great majority of NDOT’s type II coarse gradations violate the Superpave restricted zone criteria.
{kind=link}
{kind=link}
Table 3 summarizes the aggregate properties for the two sources. The Superpave criteria at less than 3 million ESALs and less than 100 mm depth were selected for comparison. The data in Table 3 indicate that both aggregate sources can be classified as normal weight and they both satisfy all Superpave criteria. In addition, the absorption capacity of both aggregates is well below the maximum 4% required by Nevada DOT.
III.3 Additive
Two types of antistripping additives were used: ULTRAPAVE® UP5000 and hydrated lime. The UP-5000 was used at 0.75, 1.0 and 1.5 lb./ton of dry aggregate. The hydrated lime was used at 1.5% by dry weight of aggregate.
The UP-5000 was received in a liquid form at 45% solids. Prior to mixing the UP-5000 with the dry aggregate, it was diluted to a 5% solids solution by mixing one part of the 45% solid solution with eight parts water. The solution was prepared using an analytical balance with 1/10000 gram accuracy.
Prior to adding the UP-5000, the aggregates were wetted with 5% moisture and mixed to achieve saturation. The UP-5000 solution (5% solids) was then added to the saturated aggregates and mechanically mixed until a consistent surface appearance is achieved. The 0.75, 1.0, and 1.5 lb./ton of dry aggregate levels were achieved by adding 9, 12, and 18 grams of the 5% solids solution to a 1200 grams aggregate sample. After mixing, the samples were dried overnight in an oven at 230°F.
The hydrated lime was added to the aggregate following the Nevada DOT’s procedure. The aggregates were first mixed with 5% moisture to achieve excess of saturated surface dry (SSD) condition and then mixed with 1.5% lime by dry weight of aggregates. The aggregates and lime were mechanically mixed for three minutes and then cured overnight in an oven at 230°F.
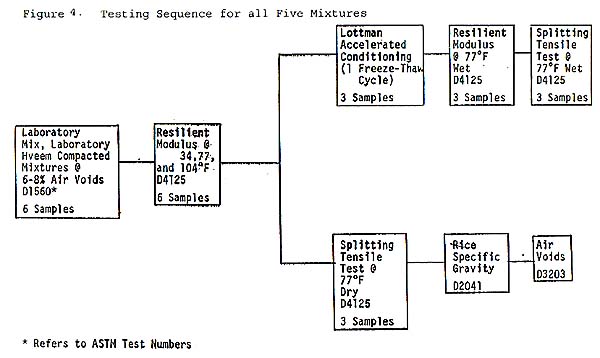
The goal of this research was to evaluate the effectiveness of the ULTRAPAVE® polymeric antistrip system (UP-5000) in reducing the moisture sensitivity of HMAC mixtures. The performance of the ULTRAPAVE® system was compared to the performance of hydrated lime. Therefore, HMAC mixtures were treated with both the UP-5000 and hydrated lime and their properties were evaluated. The Hveem mix design procedure was used to identify the optimum binder contents. The evaluated properties included the resilient modulus (Mr) and tensile strength (TS) at 77°F at both the dry and moisture conditioned stages and the dry Mr at the 34, 77, and 104°F temperatures. The dry and wet Mr and TS were used to evaluate the moisture sensitivity of the HMAC mixtures while the Mr values at the three temperatures were used to evaluate the temperature susceptibility of the HMAC mixtures. Table 4 summarizes the testing program. Figure 4 shows the testing sequence for evaluating the moisture sensitivity and temperature susceptibility of the HMAC mixtures.
{kind=link}