


Munters - Zeolite Rotor Concentrator/Oxidizer System for VOC Abatement
Munters Zeolite Rotor Concentrator/Oxidizer Systems are the leading technology for cost-effective abatement of VOCs (VOC abatement). With hundreds of systems currently in service, Munters installed base includes some of the world`s most respected companies in semiconductor manufacturing, automotive and aerospace industries. Munters Zeolite Concentrators/Oxidizer can achieve destruction and removal efficiencies up to 99%.
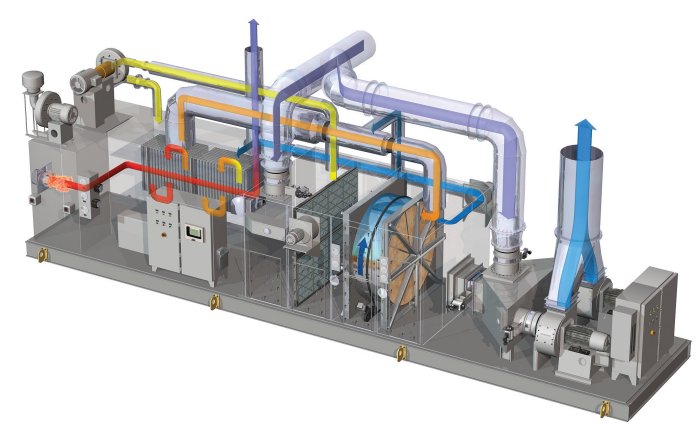
There are many industrial processes that produce exhaust vapors with volatile organic compounds (VOCs) or odorous emissions that can be harmful to human health and the environment. Global environmental laws are imposed to require treatment of VOCs and odors before they can be released to the atmosphere. Environmental sustainability means meeting regulations at the lowest lifetime cost while minimizing energy consumption and secondary pollutants. Munters offers the most energy-efficient VOC abatement technology which allows efficient removal of exhaust organic contaminants, reduces energy consumption and ensures high equipment reliability (see illustration below).
Decades of Excellence and Innovation Continuous research and engineering has lead Munters to its position as worldwide market leader in air treatment technologies. Munters is an air treatment technology company, founded by inventor Carl Munters, and headquartered in Sweden. Munters pioneered the commercial use of zeolite for adsorption of VOCs. With the combination of breakthrough zeolite research and time-tested Munters rotor technology, Munters Zeolite Rotor Concentrator Systems are the leading technology for cost-effective abatement of VOCs. With hundreds of systems currently in service, Munters installed base includes some of the world`s most respected companies in semiconductor manufacturing, automotive and aerospace industries. Munters systems are known for their cost-effectiveness, reliability, maintenance-free design and durability.
ISO Certified Quality Manufacturing
Systems are engineered, manufactured and tested in Munters ISO 9001:2008 Certified Massachusetts manufacturing center, the only facility in the world that controls all aspects of manufacturing including the HoneyCombe® rotor structure and assembly of complete VOC abatement systems. Munters R&D group continuously works on product improvements and advancements in zeolite adsorption technology. Shipped worldwide, Zeol systems are supported by our international service organization.
Low Cost of Ownership
Munters concentrator systems have lower operating costs than regenerative thermal oxidizers (RTOs), recuperative thermal oxidizers and catalytic oxidizers. Less natural gas is required, and the low pressure drop across the system equates to smaller fans and lower electrical costs. Munters systems are engineered to operate continuously. Maintenance downtime is one day per year allowing customers to maximize production while taking advantage of minimal gas and electricity consumption.
The following design guidelines apply for a typical zeolite concentrator application:
- Process exhaust air temperature less than 120°F
- Relative humidity less than 90%
- Solvent concentration of less than 1000 ppm
- Solvents (VOCs) with boiling points greater than 100°F
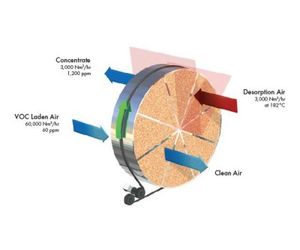
Solvent laden air is drawn through the HoneyCombe® rotor where VOCs are removed from the airstream by adsorption onto the hydrophobic zeolite. After passing through the rotor, the cleaned air is discharged into the atmosphere. The Zeol rotor turns continuously (1-6 rph) transporting adsorbed VOCs into a regeneration zone. There, the VOCs are removed by a small heated air stream that is 5-10% of the process air volume. The regenerated zeolite is then rotated back into the process air stream.
Care is taken in the design to ensure that the maximum VOC concentration does not exceed safety limits (i.e., 20-25% of LEL). The concentrate is typically sent to a small oxidizer where the VOCs are converted to water vapor and CO2. The energy content of the VOCs contributes to the oxidation process, further reducing the fuel requirement. Multiple heat exchangers are used to provide heat recovery on the oxidizer and to desorb the rotor and create additional fuel efficiency. Munters Zeolite Concentrators can achieve destruction and removal (DRE) efficiencies up to 99%.
Munters proprietary zeolite is hydrophobic (does not adsorb water), so it uses all of its pores to attract and hold VOC molecules and is not impacted by high humidity. It is an inert, non-flammable, stable inorganic crystal, so it eliminates the fire risk associated with carbon adsorbers. Munters’ zeolite HoneyCombe® rotors are manufactured from a corrugated mineral fiber substrate treated with proprietary zeolite and other inorganic materials to provide physical integrity, rigidity and enough flexibility to withstand thermal and mechanical stress. Air flow through the flutes is uniform and of low velocity, resulting in very low pressure drop (less than 1.5" w.c.).
The rotor has few moving parts and low friction contact seals to prevent leakage. With decades of expertise, Munters engineers optimize each system for maintenance-free design including a “self-cleaning” feature that ensures 100% zeolite regeneration and zero buildup of VOC on the rotor during every revolution. High performance efficiency is maintained for the life of the rotor without the need for nuisance maintenance activities like water washing and high temperature bake-outs.

Munters manufactures engineered products that can economically control humidity and temperature, provide energy recovery, treat air emissions and/or utilize direct or indirect evaporative cooling for comfort, process and environmental protection. Munters offers a wide variety of options to meet specific climate, application and budget requirements. Munters has net sales approaching $1 billion USD with more than 20 manufacturing facilities across the globe and sales offices in over 30 countries. Munters employs approximately 2,900 people worldwide.
24 Hour Emergency Service 1-800-843-5360 Munters can dispatch emergency service crews, provide troubleshooting by phone, or run remote diagnostics.
ServiceCaire Maintenance Programs Field experience has repeatedly shown that customers who employ planned maintenance can substantially extend their equipment life. By eliminating failures before they can occur, customers maximize both the utilization of Munters equipment and also lower the overall cost of ownership. The program includes a pre-determined number of visits and defined scope of work for specified equipment, or custom programs can be tailored to specific needs.
Parts
Replacement parts are inventoried at Munters Massachusetts manufacturing facility. In most cases, parts will ship out together the same day you call. Convenient spare part kits provide exact parts & intervals for guided self-service or service contracts to provide all PMs.
Startup Programs
Munters Startup service ensures that equipment has been installed properly and is commissioned to operate according to specifications. It allows the customer to receive appropriate maintenance guidance and training for their particular installation. Munters can also provide re-assembly supervision, performance testing support, project management and turnkey installation services.
Engineered Retrofits
Munters can retrofit your existing system to increase capacity, improve performance, extend unit life and greatly reduce energy consumption. Munters also custom fabricates zeolite blocks for replacement of all zeolite and carbon rotor systems.

With hundreds of successful installations in many different industrial applications, Munters designs abatement systems to meet the individual needs of our customers. Extensive experience allows Munters to design optimal solutions for any application including, but not limited to:
- Spray paint finishing (automotive, aerospace, industrial)
- Coating operations
- Wood finishing
- Paint manufacturing
- Semiconductor manufacturing
- LCD/TFT flat panel display manufacturing
- Printing
- Flexible packaging
- Styrene/composites
- Pharmaceutical manufacturing
- Ground water remediation
- Investment casting

Munters is the industry leader in zeolite rotor concentrator systems having over several hundred installed systems worldwide. Munters will optimize each system for local permit requirements and required destruction efficiency. Each system is custom designed to meet customer specific requirements. Options include:
- Modular design with flexible configurations
- Automatic system bypass to continue air exhaust during equipment shutdowns
- Redundant fans/VFDs for 100% up-time exhaust reliability
- Variable flow rates to reduce energy use
- Particulate pre-filters
- Heat exchangers for maximum fuel efficiency
- Pre-conditioning process air (i.e., temperature, humidity)
- Pressure control
- Flexible control packages with preprogrammed flatscreen interface (UL/CSA/CE)
- Remote monitoring
- Seismic restraints
- Vibration isolation
- Emission testing
- Exhaust stacks
- Carbon adsorption bypass
- Thermal Recuperative or Regenerative Oxidizers (RTOs)
- RTO hot gas bypass for high LELs can help further reduce energy consumption
- Acid gas scrubber for halogenated VOCs
- Commissioning, training, project management, turnkey installation