

- Home
- Companies
- Air-Clear LLC
- Products
- Thermox - Recuperative & Direct Fired ...
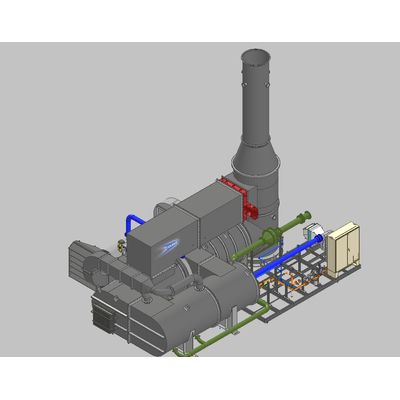
Thermox - Recuperative & Direct Fired Thermal Oxidizers
Thermal Oxidizers can be applied to a wide variety of processes. They are often the technology of choice because of durability and adaptability over a wide range of operating conditions. Today’s Air Pollution Control applications require the world’s most advanced thermal oxidizer systems to destroy hazardous air pollutants (HAPs) and volatile organic compounds (VOCs) while meeting or exceeding tougher environmental regulations.
The Air Clear Recuperative Thermal Oxidizer combustion designs a broad range of Thermal Oxidation Systems to effectively destroy a wide variety of hazardous industrial wastes with destruction efficiency up to 99.99%, all while protecting the environment. We work closely with customers to develop clean-combustion systems that incorporate proven technology solutions. Recuperative Thermal Oxidizers have been used for many years as a straightforward and effective means of destroying organic fumes in process exhaust gas.
- Proven technology for oxidation of volatile organic compounds (VOCs) and for the control of odorous emissions with greater than 99.99% efficiency!
- Recognized as the Best Available Control Technology (BACT) and Maximum Control Technology (MACT) for many industrial process.
- Thermox™ Recuperative Thermal Oxidizers reduce energy costs by using a pre-heater (heat exchanger) to recover the heat from the post oxidized air to preheat the incoming process air, further savings can be gained with a secondary heat recovery or “economizer” Recuperative – meaning to recover and restore.
- The Thermox™ Thermal Oxidizer is designed to provide reliable stable operation over a wide range of process conditions.
- Small or large flows as well as multiple sources feeding one thermal Oxidizer can utilize thermal oxidation to control emissions. The Thermox™ Thermal Oxidizer is also an excellent choice for intermittent ON-OFF use.
- Thermal oxidizers can rapidly adjust to changes in VOC loadings. When equipped with a High Temperature Bypass Valve (HTBV).
- Flexibility – Custom design-meets your specific project objectives at the lowest cost possible.
- Prior to ignition, the air inside the oxidizer must be purged to extract any residual gas that may have leaked into the chamber. The purge is controlled with a timer; this insures the proper volume of fresh air. The blower, in conjunction with an ambient air valve, forces clean air through the system. To prevent the possibility of drawing additional contaminated air from the process, an isolation valve closes off the process and permits ambient (fresh) air to enter the system.
- Requirements for MACT, BACT, LAER and RACT making it the preferred oxidation technology for many applications.
- Upon completion of the system’s purge, the gas blocking valve opens and the burner pilot is ignited, and the main gas blocking valves open allowing the oxidizer to reach the operating temperature.
- Contaminated process air is forced (pushed) into the thermal oxidizer by means of a centrifugal blower or in some cases, as a result of a positive process pressure.
- As the contaminated process air moves into the heat exchanger (pre-heater), the process gas is heated by means of the hot exhaust gas exiting from of the combustion chamber.
- The preheated air then enters the combustion zone. The air temperature must be raised to the required oxidation temperature, usually between 1,400-1,600 F. The additional heat that is required to reach the oxidation temperature is provided by a burner using supplemental fuel such as natural gas, propane, oil or liquid organic wastes. Preheating of the contaminated air in the pre-heater heat exchanger can greatly reduce the amount of supplemental fuel required.
- The combustion chamber (reactor) is sized to provide the required residence time, which will allow for the desired conversion efficiency. The reactor is internally insulated with high temperature ceramic fiber module to conserve heat. In general AC Systems have exterior temperatures which average less than 150 F
- The oxidation reaction breaks down the Hydrogen / Carbon bonds using heat energy. In the presence of oxygen, the result is reformed products, namely Carbon Dioxide (CO2) and water vapor (H2O) a typical reaction using toluene as (C7 H8 + 9O2 + Heat -> 7CO2 + 4H2O+ exotherm).
- The post-oxidized air passes on the opposite (clean) side of the preheat heat exchanger. The clean and dirty sides of the exchanger passages are completely isolated, preventing mixing or cross contamination of the incoming and outgoing air streams.
- The hot, post-oxidation gas flows in an opposite direction to the incoming air. As the two streams pass each other, heat from the post-oxidized “clean” air is transferred to the cooler incoming process air.
- As the “clean” air exits the heat exchanger, it passes through the exhaust stack before being released to atmosphere.
- In some cases, there is a need to recover the remaining waste heat energy for process, building heat or steam. In these cases, a secondary heat exchanger, often referred to as an economizer, is used to recover even more of the heat from the oxidized exhaust. In its simplest form, a pair of dampers works together to direct all or some of the hot exhaust from the stack to the secondary heat exchanger. Clean ambient air flows across the other side of the exchanger, heating the clean air for process or building heat. The two streams are isolated, eliminated any potential mixing or cross contamination.
- In combination, the pre-heater and VOC’s heat output can often provide more heat than is needed to maintain the oxidation temperature. In these cases, a High Temperature Bypass Valve (HTBV) is used to direct the clean, hot oxidizer air around the heat exchanger, rather than allowing it to go through the pre-heater.
However, the simplicity of operation, ability to achieve very high DRE (destruction removal efficiency), ability to be online and accepting process quickly, and tolerance for varying VOC loadings have opened new opportunities for direct fired units. Air Clear has recently supplied Direct Fired Thermal Oxidizers for applications in the Oil and Gas industry (include truck and terminal loading facilities), Ethanol Plants, Carbon Fiber, Coating and Chemical Processing.
Also, our proprietary design for Renewable Natural Gas or Landfill Gas to pipeline grade uses our advanced burner systems to process waste streams which are made up of 25% Methane. Air Clears’ tank degassing/cleaning oxidizers (mobile or stationary) achieve 99.99% DRE! When the utilization of waste heat recovery is added to the system making a DFTO a cost effective solution.