

- Home
- Companies
- Pollution Systems Inc.
- Products
- Pollution Systems - Recuperative ...

Pollution Systems - Recuperative Thermal Oxidizers for Industrial Emissions
Recuperative Thermal Oxidizers are an advanced air pollution control solution designed for industrial applications. These systems integrate a heat exchanger with a combustion chamber to effectively destruct volatile organic compounds (VOCs) and other pollutants through thermal oxidation. They offer destruction rates exceeding 99%, contributing to significant reductions in harmful emissions. The integrated heat exchanger preheats the polluted air, optimizing energy efficiency and reducing operational costs. Energy-saving features such as preheated combustion air, secondary heat exchangers, and sophisticated burner controls are included to enhance performance. Ideal for diverse industrial processes, these oxidizers provide reliable emission control, tailored to meet specific operational requirements. Their application can lead to substantial energy savings, as demonstrated in various case studies, such as odor abatement at animal feed manufacturers and fuel cost reduction at landfill gas (LFG) facilities.Recuperative Thermal Oxidizer systems incorporate a heat exchanger with a combustion chamber. They can handle a wide range of process flow rates and VOC concentrations.
A Recuperative Thermal Oxidizer integrates a heat exchanger with a combustion chamber. The oxidation process uses combustion to destroy the pollutants and can achieve destruction rates over 99%. The heat exchanger preheats the contaminated air before entering the combustion chamber to reduce energy consumption and minimize operating expenses. The illustration below details how a Recuperative Thermal Oxidizer Works:
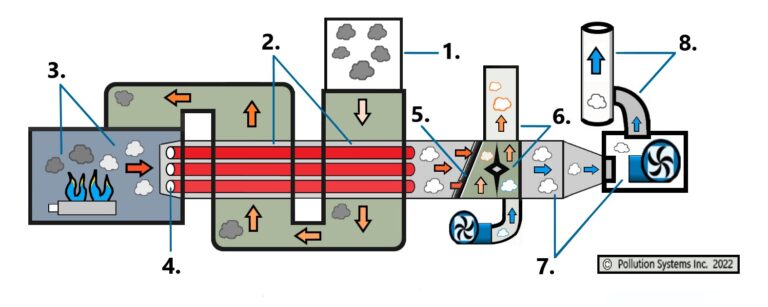
1. Dirty exhaust gas from the industrial process enters the body of the Recuperative Thermal Oxidizer’s main heat exchanger
2. The exhaust gets preheated while making multiple passes between hot exchanger tubes
3. Preheated exhaust from the exchanger enters the oxidizer chamber where it is heated by a burner to the required temperature to achieve the target DRE
4. Extremely hot, clean gas re-enters the heat exchanger to preheat the incoming dirty exhaust
5. The clean gas that leaves the heat exchanger still contains usable heat energy and enters a secondary heat exchanger
6. Forced fresh air enters the secondary heat exchanger where it is heated, and the used elsewhere in the industrial process
7. Induced Draft pulls the cooler clean air out of the Recup TO and towards the stack
8. The clean air travels up the stack and is returned to the atmosphere
Pollution Systems’ Recup TO designs can include energy-saving options like preheated combustion air, a secondary heat exchanger, and sophisticated burner controls.
- Ideal for Moderate VOC concentrations
- Suitable for secondary heat recovery
- Able to achieve destruction efficiency over 99%
- Mitigate odiferous compounds
- Capable of thermal efficiency up to 80%
Industrial processes where recuperative thermal oxidizers are applied include:
The 3D model below represents a Pollution Systems Recuperative Thermal Oxidizer (TO-R). Simply hover your cursor within the frame and use the mouse to rotate and zoom the model.