

- Home
- Companies
- Kovalus Separation Solutions, Inc.
- Applications
- Membrane Filtration, Ion Exchange, ...

Membrane Filtration, Ion Exchange, Evaporation and Drying Solutions for Lithium Processing and Brine Treatment - Metal
Together, Eco-Tec and Kovalus offers a smarter approach to lithium brine treatment — one that delivers performance, reliability, and sustainability where it counts most. From managing high solids and hardness to maximizing water recovery and minimizing chemical use, our advanced treatment systems are engineered for the unique demands of Direct Lithium Extraction (DLE). Leveraging proven ultrafiltration, reverse osmosis, and proprietary ion exchange technologies, we help operators produce cleaner brine, reduce fouling and scaling, and streamline downstream processing.
Lithium Brine Treatment Solutions
Global demand for lithium continues to surge driven by the rise of electric vehicles, renewable energy storage, and portable electronics. We are pioneering solutions to optimize lithium recovery while reducing environmental impact. Through advanced process engineering and a commitment to sustainability, we are helping reshape the future of lithium extraction for a cleaner, more efficient energy landscape.
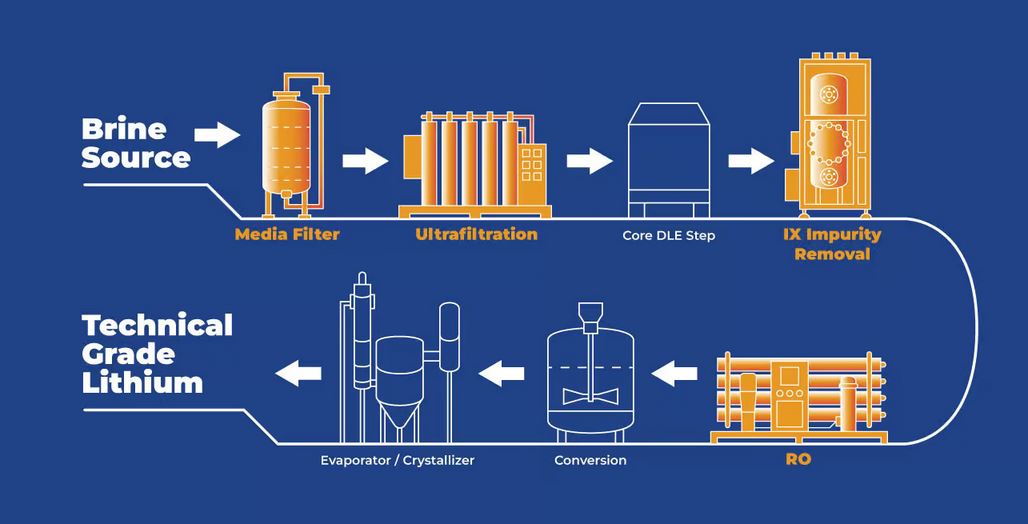
We offer advanced ultrafiltration systems specifically designed for lithium brine pre-treatment in Direct Lithium Extraction (DLE) processes.
The PURON® MP system utilizes polyester-reinforced PVDF hollow fiber membranes engineered for high-performance filtration of complex water and wastewater streams. This innovative design includes:
- Positive barrier ultrafiltration with 0.03-micron pore size to remove solids and produce consistently clear brine.
- Exclusive single-header hollow fiber cartridge minimizes buildup and fouling.
- Stable membrane performance with minimal chemical cleaning requirements.
- Robust design that does not introduce new contaminants into the brine stream.
Benefits:
- Enhanced protection of downstream RO and evaporators by delivering solids-free brine.
- Lowers both OPEX and CAPEX with optimized system design and skid-mounted units.
- Reliable performance under variable feed conditions, ideal for lithium processing facilities.

Our RO membrane systems are engineered for concentrating lithium chloride solutions before the evaporation and crystallization stages in DLE operations.
Key features include:
- High-efficiency spiral membranes achieve typical recoveries of 80%.
- Generation of high-concentration lithium brine for downstream processing.
- Recovery of high-quality water, enabling recycling within the DLE system and improving overall sustainability.
- Compact design for space-constrained installations.
Advantages of RO Systems:
- High lithium product concentration and high-water recovery.
- Custom-engineered solutions for diverse brine chemistries.
- Lower downstream costs with reduced equipment size.
- Reliable, simple operation with easy maintenance.

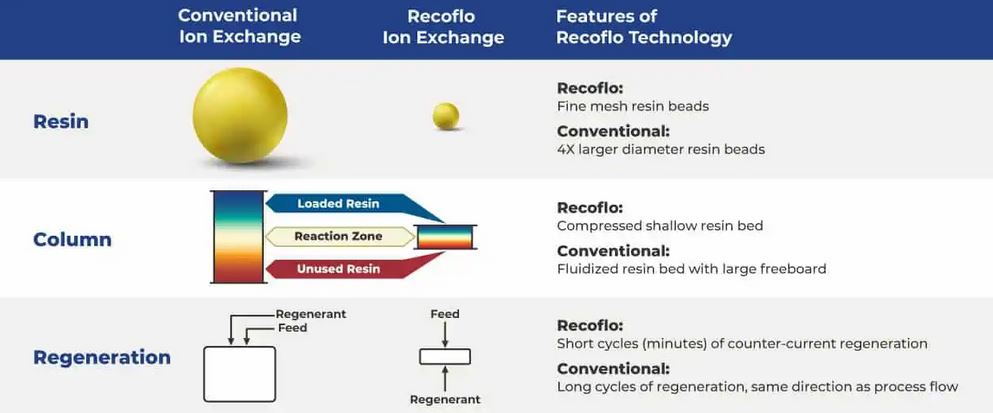
Recoflo® Softener: Advanced Brine Softening for DLE
For effective hardness removal (calcium and magnesium) from DLE eluate, Eco-Tec’s Recoflo® Softener provides a cost-effective and sustainable solution.
- Uses simple NaCl brine regeneration, reducing chemical usage and operational cost.
- Treated brine contains less than 5 ppm hardnesswith less than 3% lithium loss, ensuring high-quality treated eluate.
- Small-diameter resin beads for higher packing density and greater surface area.
- High flux rates and short bed depths, minimizing footprint and installed cost.
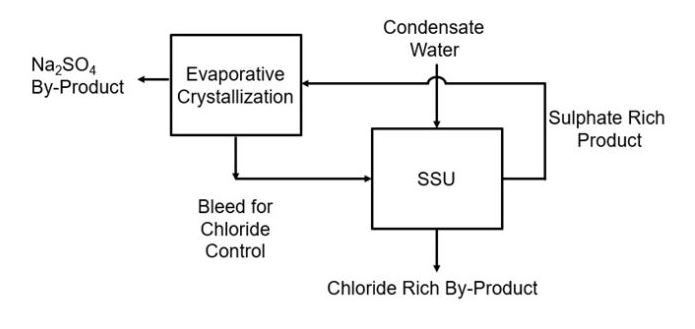
SSU™ – Chloride Removal from Crystallizer Bleed Streams
The Salt Separation Unit (SSU™) is a specialized ion exchange system for removing chloride from lithium brine evaporator bleed streams.
Key Features:
- Achieves over 90% chloride removal, enhancing the stability of downstream crystallization systems.
- Recovers more than 90% of sulfate or carbonate salts, supporting circular resource use.
- Selective water-eluted ion exchange process ensures efficient, chemical-minimized separation.
- Low OPEX and simple operation
The SSU™ provides a highly efficient method of chloride control to protect expensive process equipment, without loss of valuable salts.

Pilot-scale systems are available for validating our solutions. Our pilot services help optimize system design and confirm process performance based on real-world brine chemistries.