

- Home
- Companies
- Minergy Corporation Limited
- Products
- Minergy GlassPack - The New Standard in ...
Minergy GlassPack - The New Standard in Sludge Use
Sludge disposal has traditionally posed significant and difficult problems for wastewater treatment facilities. Minergy’s GlassPack® sludge melter solves those problems by converting sludge into a usable glass product using an environmentally sound method.
The innovative technology of GlassPack® melts the mineral content in sludge into a glass aggregate that eliminates your need for disposal. Instead, you’ll produce a glass aggregate that can be sold for a myriad of construction uses. Run as either an open- or closed-loop system, the unique GlassPack process is unmatched by other sludge disposal technologies. While the open system offers a flexible, compact and efficient melter in the traditional approach, the closed-loop system offers advances in efficiency and emissions control that until recently seemed impossible.
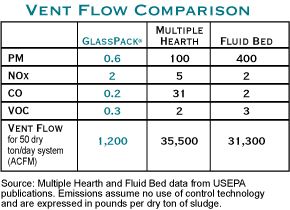
- Reduces vent flow by 95% compared to combustion systems Read more
- Minimizes or eliminates need for auxiliary fuel
- Simplifies or eliminates air permitting
- Operates easily using existing personnel
- Allows installation in existing buildings because of its very small footprint
- Reduces construction costs and time with shop fabrication of major components
- Requires no pressure part construction
- Sets the new standard for best practice of sludge management
GlassPack®: Compact, Efficient, Clean and Innovative
Minergy’s Closed-Loop GlassPack® System is a combination of two important new concepts. The first innovation is our GlassPack® melter, a very compact and efficient melter. It is designed to accommodate a wide variety of feedstock with varying mineral and organic content. Current installations have proven its very high melting efficiency. The melter is a shop-fabricated unit that can be delivered on a single truck shipment. Depending on local installation costs, the entire process can be highly modularized to minimize field installation costs and construction times. The second GlassPack® innovation is the closed-loop configuration. Its remarkable efficiency and low air emissions are unmatched by any other combustion system. The process uses oxygen-separated air to improve melter temperatures, completely destroy organics and greatly reduce the amount of exhaust gas. Its high temperatures completely melt the inorganic fraction without the need for costly and careful flux addition.
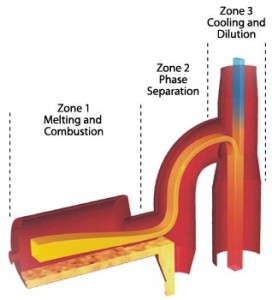
The GlassPack® melter features a three-zone operation, comprised of separate but interconnected chambers that include a melting and combustion zone, a phase separation zone and a gas cooling zone.
Zone 1: Melting and Combustion
Feedstock that has been pre-dried to approximately 90% solids or more is injected along with air or synthetic air (see Closed-Loop Configuration for a more detailed description of synthetic air) into the Zone 1 chamber. In this zone, the organic component of the sludge is completely combusted, liberating a significant amount of heat energy. This heat, along with any heat from the co-fire fuel (typically natural gas), results in temperatures of approximately 2,400 to 2,700 degrees Fahrenheit. At these high temperatures, the mineral (ash) component of the feedstock melts to form a pool of molten glass at the bottom of the Zone 1 chamber. The high temperature environment provides very high destruction efficiencies of any organic compounds that may be contained in the feedstock.
Zone 2: Phase Separation
Phase separation of the molten glass and exhaust gas occurs by gravity draining the molten glass from Zone 1 through a drain port on the bottom of the Zone 2 chamber. The molten material drops into a quench tank and is cooled into the glass
aggregate product. The exhaust gas is directed out
of Zone 2 through a refractory lined duct into zone 3.
Zone 3: Gas Cooling
The exhaust gas from Zone 2 is 2,400 to 2,700 degrees Fahrenheit. This gas is cooled through dilution mixing with lower temperature gases obtained external to the melter. A typical source of lower temperature gas is the recirculation flow from a closed-loop melter installation.
Reducing the temperature offers two important cost-saving advantages. This system can eliminate refractory-lined ductwork exterior to the melter, and can cool and carry over particulate below the softening point, thus eliminating ductwork fouling. The temperature of the Zone 3 exit gas varies depending on the temperature and quantity of the dilution gas, but is typically in the range of 700 to 1,400 degrees Fahrenheit. Higher temperature exit gas can provide for higher efficiencies in heat recovery.
Hot exhaust gases discharged from Zone 3 are ducted into a heat exchanger to recover thermal energy. A number of options are available for recovering the heat. In one arrangement, the heat can be transferred directly to a sludge drying circuit. In most cases, this eliminates the need for an additional energy source for sludge drying. The amount of heat available is approximately equal to the amount of heat needed to dry sludge with solids contents from 25% up to 90% to 95% solids. Another configuration would recover the heat as steam. In applications where more heat is released from the Minergy process than is required to dry the sludge, standard energy recovery technologies (steam, thermal oil, gas/gas heat exchanger) can be integrated into the system for heating, power generation or other process needs.
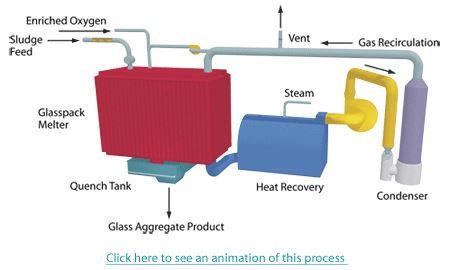
Although most of the inorganic material is melted in the GlassPack® melter, a fraction of dust can be present in the gas stream. Normally, a collector can be installed on the exhaust of the heat recovery unit to collect particulate material. An exhaust fan is used to maintain draft and induce flow through the process. The exhaust is further cooled and water vapor produced from combustion is condensed in a direct packed tower style condenser. The exhaust gas is cooled to 90 to 120 degrees Fahrenheit into the gas recycle header. A portion of the recycle gas is exhausted out of the process. Depending on air regulations and air permit requirements, air quality control equipment can be installed at this location in the process. The equipment would be compact and economical due to the low gas volumes exhausted by the process.
The remainder of the recycled gas is boosted in pressure through a small fan and enriched with oxygen. The end result is synthetic air, which is injected into Zone 1 of the GlassPack® melter. Unlike normal air which is always 21% oxygen, synthetic air can be mixed to any ratio of oxygen necessary. This allows simultaneous optimization of both melting temperatures and combustion conditions, which cannot be done with conventional air-fired combustion.
Interlocks Assure Process Safety
The GlassPack® Closed-Loop Combustion System is thoroughly instrumented with high quality and reliable equipment, which is calibrated and functionally checked at startup. The control component provides numerous interlocks to prevent the system from operating outside its normal design parameters. Both the oxygen supply and the startup natural gas supply system use double block and bleed valves to guarantee isolation of the energy supply to the combustor in the event that any critical process parameter exceeds the limitations.